




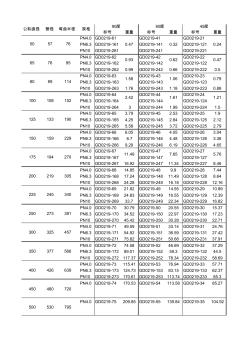
标号 重量 标号 重量 标号 重量 PN4.0 GD0219-61 GD0219-41 GD0219-21 PN6.3 GD0219-161 GD0219-141 GD0219-121 PN10 GD0219-261 GD0219-241 GD0219-221 PN4.0 GD0219-62 GD0219-42 GD0219-22 PN6.3 GD0219-162 GD0219-142 GD0219-122 PN10 GD0219-262 0.99 GD0219-242 0.66 GD0219-222 0.5 PN4.0 GD0219-63 GD0219-43 GD0219-23 PN6.3 GD0219-163 GD0219-143 GD0219-123 PN10 GD0219-263 1.76 GD0219-243 1.18 GD0219-223 0.88 PN4.0 GD0219-6
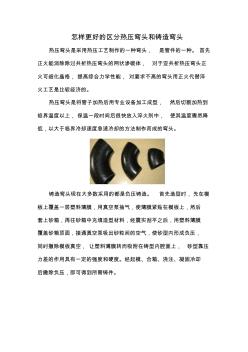
怎样更好的区分热压弯头和铸造弯头 热压弯头是采用热压工艺制作的一种弯头, 是管件的一种。 首先 正火能消除除过共析热压弯头的网状渗碳体, 对于亚共析热压弯头正 火可细化晶格, 提高综合力学性能, 对要求不高的弯头用正火代替淬 火工艺是比较经济的。 热压弯头是将管子加热后用专业设备加工成型, 然后切割加热到 临界温度以上, 保温一段时间后很快放入淬火剂中, 使其温度骤然降 低,以大于临界冷却速度急速冷却的方法制作而成的弯头。 铸造弯头现在大多数采用的都是负压铸造。 首先造型时,先在模 板上覆盖一层塑料薄膜,用真空泵抽气,使薄膜紧贴在模板上,然后 套上砂箱,再往砂箱中充填造型材料,经震实刮平之后,用塑料薄膜 覆盖砂箱顶面,接通真空泵吸出砂粒间的空气,使砂型内形成负压, 同时撤除模板真空, 让塑料薄膜转而吸附在铸型内腔面上, 砂型靠压 力差的作用具有一定的强度和硬度。经起模、合箱、浇注、凝固冷却
热门知识
热压弯头价格-
话题: 装修工程sangesange
精华知识
热压弯头价格-
话题: 装修工程buxuehuaila
最新知识
热压弯头价格-
话题: 工程造价axiaoyuzhou
-
话题: 装修工程lizhengang
热压弯头价格相关专题
- 纤维板热压工艺是什么
- 贴面热压机
- 人造板热压机
- 热压力加工
- 热压无缝弯头
- 热压模具油加热器
- 硅胶热压模具加工
- 热压硫化胶合
- 热压滚轮簿膜
- 热压煨制弯管
- 中国漩涡气泵价格
- 中国热水管道增压泵价格行业十大立式自吸泵品牌首选
- 招标代理服务收费标准计价格[2002]1980号
- 征用集体土地涉及的土地及房屋拆迁补偿价格评估实践
- 关于转发水利工程供水价格核算规范(试行)通知
- 公路造价模板2016年3季度地方综合材料指导价格
- 公路造价模板2016价格信息11月价格(含税)
- 工程造价管理中工程材料价格
- 关于调整工程主要材料结算价格加强建设工程材料价格
- 关于建设工程工料机价格涨落调整与确定工程造价意见
- 各品牌商标锌锭最新价格表
- 工程量清单模式费用构成和国外建设工程项目价格构成
- 广州市政府信息化云服务平台采购目录及产品服务价格表
- 国家发展改革委发出通知做好成品油和电力价格调整工作
- 合理定价加强管理——关于招投标工程价格确定和管理
- 关于做好我市调整住房供应结构稳定住房价格工作通知
- 关于补充铁路工程建设材料预算价格材料项目通知