




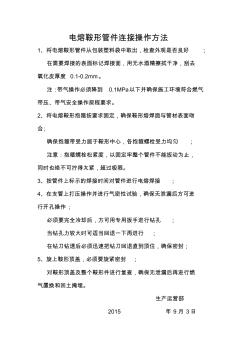
电熔鞍形管件连接操作方法 1、将电熔鞍形管件从包装塑料袋中取出,检查外观是否良好 ; 在需要焊接的表面标记焊接面,用无水酒精擦拭干净,刮去 氧化皮厚度 0.1-0.2mm。 注:带气操作必须降到 0.1MPa以下并确保施工环境符合燃气 带压、带气安全操作规程要求。 2、将电熔鞍形抱箍按要求固定,确保鞍形熔焊面与管材表面吻 合 ; 确保抱箍带受力居于鞍形中心,各抱箍螺栓受力均匀 ; 注意:抱箍螺栓松紧度,以固定牢整个管件不能扳动为止, 同时也绝不可拧得太紧,超过极限。 3、按管件上标示的焊接时间对管件进行电熔焊接 ; 4、在支管上打压操作并进行气密性试验,确保无泄漏后方可进 行开孔操作 ; 必须要完全冷却后,方可用专用扳手进行钻孔 ; 当钻孔力较大时可适当回退一下再进行 ; 在钻刀钻透后必须迅速把钻刀回退直到顶住,确保密封; 5、旋上鞍形顶盖,必须要旋紧密封 ; 对鞍形顶盖及

针对法兰接管马鞍曲面加工专机,提出一种基于51系列单片机的CNC系统设计方案。详细阐述了加工方案,并给出硬件电路的构成方案和软件的程序流程图。利用C语言和汇编语言在uVision2下进行混合编程,并在Protues7中完成硬件电路设计,进行了联合仿真验证。结果表明:自主开发的数控系统能够满足法兰接管的加工要求。
热门知识
PE注塑对接马鞍
精华知识
PE注塑对接马鞍-
话题: 装修工程fulida123456
-
话题: 地产家居qq280208109
-
话题: 工程造价158****7099

最新知识
PE注塑对接马鞍PE注塑对接马鞍相关专题
- 可胶粘pe泡沫材料的胶带
- 联塑pe给水管500多少钱一米
- 中财pe管110四通一个多少钱
- 中财PE管
- 铸铁管与PE管连接问题
- 自来水pe管价格大概多少
- 最新pe价格聚乙烯塑料
- 照明的PE线的算法
- 聚丙烯就是PE管材
- 聚乙烯管材PE和HDPE的区别
- 国际知名PE投资意向条款
- 利用PE管穿管技术改造中、低压铸铁管线工程实践总结
- 技术规范无缝钢管3PE级防腐招标货物及技术规范
- 冷热水用耐热聚乙烯PE-RT管道系统检验实施细则
- 可粘PP、PE、ABS、PVC、EPS等材料的胶水
- 内肋增强聚乙烯PE螺旋波纹管设计院上图标准说明
- 内肋增强聚乙烯PE螺旋波纹管的接管、稳管施工方法
- PE波纹管基础知识详解
- 聚乙烯PE土工膜防渗工程技术规范
- PE管和双壁波纹管的施工分部、分项、检验批质量验收表格
- PB管、PE-RT管、PP-R管等承插热熔连接操作步骤
- PE-RT管地暖施工工艺流程注意事项
- PE管道对接焊缝的X射线检测安庆特种设备监督检验中心
- PE管钢管供水管网施工方案培训讲义
- 承插PE管件的加工方法及生产标准PE管件的运输及贮存
- 地暖管、波纹管、PE给水管、PP-R管材检验项目及要求
- 制作大口径ф450、ф500、ф630PE管弯头
- PE注塑异三通
- PE注塑异径三通
- PE注塑异径四通
- PE注塑异径直接
- pe注塑弯头
- PE注塑截止阀
- PE注塑承插45°弯头
- PE注塑承插45度弯头
- PE注塑承插90°三通
- PE注塑承插90°弯头
- PE注塑承插三通
- PE注塑承插内螺纹三通
- PE注塑承插内螺纹弯头
- PE注塑承插内螺纹接头
- PE注塑承插内螺纹管接头
- PE注塑承插双活接球阀
- PE注塑承插堵头
- PE注塑承插外螺纹三通
- PE注塑承插外螺纹弯头
- PE注塑承插外螺纹接头
- PE注塑承插外螺纹管接头
- PE注塑承插异径三通
- PE注塑承插异径接头
- PE注塑承插异径直接
- PE注塑承插异径管
- PE注塑承插截止阀
- PE注塑承插支撑环
- PE注塑承插法兰套
- PE注塑承插直接头
- PE注塑承插直通