





PE管热熔连接工艺记录(照片) 1、基本情况 时 间:2013年 5月 17日 17时 地 点:雁路花香东侧 材 料:PE管材,规格 De110,6米长、壁厚约 7mm 机 械:3台热熔加热设备、 1台刨面机械、 1台 5KW汽油发电机、 1台配 件加热设备 De25和 De63一体机 人 员:一组 5人 天气情况:多云、气温 20℃ 2、工艺流程 下料→对接固定→刨面→热熔→挤压连接→冷却→解除固定 ① 下料:根据设计,安排管道长度,尽量少断整料,减少接口数量。 ② 对接固定:根据管径不同使用相应固定卡件,管道要与固定台平行,先 固定固定卡件一端的管道,用扳手固定卡件,然后再固定活动卡件一端 管道。管道要留出管道软化挤压余量,一般要大于 1.5cm,两端管道对 接接触面完全吻合,误差 1mm以内。卡件用扳手拧紧,管道固定牢固。 ③ 刨面:扳动调节螺栓,控制两端管道缝隙宽度,插入专用配套
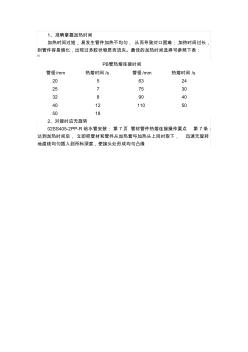
1、准确掌握加热时间 加热时间过短,易发生管件加热不均匀, 从而导致对口困难;加热时间过长, 则管件容易熔化,出现过多胶状物质而流失。最佳的加热时间选择可参照下表: [1] PB管热熔连接时间 管径 /mm 热熔时间 /s 管径 /mm 热熔时间 /s 20 5 63 24 25 7 75 30 32 8 90 40 40 12 110 50 50 18 2、对接时应无旋转 02SS405-2 PP-R 给水管安装: 第 7页 管材管件热熔连接操作要点 第 7条: 达到加热时间后, 立即把管材和管件从加热套与加热头上同时取下, 迅速无旋转 地直线均匀插入到所标深度,使接头处形成均匀凸缘
热门知识
pe热熔垫片精华知识
pe热熔垫片-
话题: 工程造价duffyduffy
最新知识
pe热熔垫片-
话题: 地产家居cy50439557
-
话题: 工程造价xiaoxiao9653
相关问答
pe热熔垫片
pe热熔垫片相关专题
- 可胶粘pe泡沫材料的胶带
- 联塑pe给水管500多少钱一米
- 中财pe管110四通一个多少钱
- 中财PE管
- 铸铁管与PE管连接问题
- 自来水pe管价格大概多少
- 最新pe价格聚乙烯塑料
- 照明的PE线的算法
- 聚丙烯就是PE管材
- 聚乙烯管材PE和HDPE的区别
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 工艺阀门、法兰、垫片基础知识
- 国际知名PE投资意向条款
- 利用PE管穿管技术改造中、低压铸铁管线工程实践总结
- 橡胶垫片高温加速老化与室内自然老化
- 中华人民共和国行业标准钢制管法兰、垫片、紧固件
- 冷热水用耐热聚乙烯PE-RT管道系统检验实施细则
- 可粘PP、PE、ABS、PVC、EPS等材料的胶水
- 中华人民共和国建材行业标准中空玻璃用丁基热熔封胶
- 柔性石墨金属波齿复合垫片金属骨架结构及其力学性能研究
- 内肋增强聚乙烯PE螺旋波纹管设计院上图标准说明
- PE波纹管基础知识详解
- 聚乙烯PE土工膜防渗工程技术规范
- PE管和双壁波纹管的施工分部、分项、检验批质量验收表格
- PB管、PE-RT管、PP-R管等承插热熔连接操作步骤
- PE-RT管地暖施工工艺流程注意事项
- PE管道对接焊缝的X射线检测安庆特种设备监督检验中心