




十四、无缝钢管及螺旋缝钢管施工工艺 钢管运至现场后, 首先根据设备及管件位置进行排管, 并在现场将每根钢管 的具体长度丈量好, 标注具体尺寸和排列位置, 以便于接口时对号入座, 采用吊 车下管,下管过程中采用尼龙吊带进行吊装,以管道保温层的保护。 (一)修口、对口 修口集中在管道出厂前加工完成, 为保证焊接质量,焊接前均进行全面检查、 修正,使管子端面、坡口角度、钝边、圆度等,均符合对口接头尺寸的要求,个 别钢管需在现场做坡口处理时,采用气焊切割,清除熔渣后再用砂轮打磨平整。 对口操作程序为:检查接口接头尺寸→清膛→确定并调整钢管纵向焊缝错开 位置→第一次管道找直→调整对口间隙尺寸→对口找平→管道拉线找直→点焊 (二)焊接 接口焊接采用电弧焊,一遍打底,二遍成活,每道焊缝均一次焊完,每层施 焊的引熄弧点须错开。 1、管节焊接前应先修口、清渣、管端端面的坡口角度、钝边、间隙,应符 合规范规定

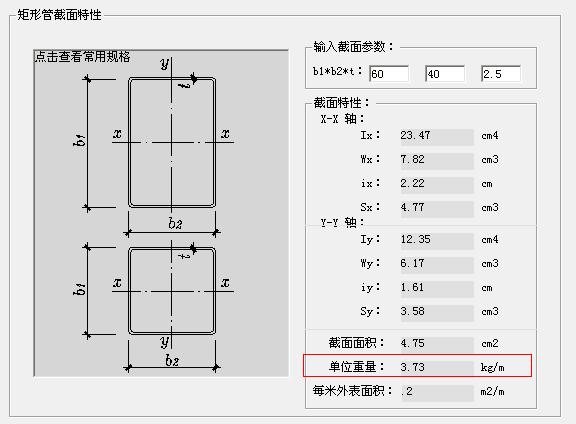
螺旋钢管规格 表 |螺旋钢管每米理论重量表 |螺旋钢管理论重量表 公称外径 nominal mm 公称壁厚 Nominal Wall Thickness mm 219 273 325 377 426 457 508 529 559 610 630 660 720 820 914 920 1016 1020 1220 1420 1620 1820 2020 2220 单位: kg/m 公式:重量 W=(管径 -壁厚) *壁厚*
热门知识
螺旋缝钢管理论重量-
话题: 室内设计huangwenhua
精华知识
螺旋缝钢管理论重量-
话题: 地产家居w710219029
-
话题: 造价管理szdzxy209844
最新知识
螺旋缝钢管理论重量-
话题: 工程造价3394565212
专题概述
螺旋缝钢管理论重量知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关螺旋缝钢管理论重量最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:螺旋缝钢管理论重量
相关话题
资料下载
-
`
- 螺旋钢管理论重量表 (6) `
- 螺旋焊接钢管理论重量 `
- 螺旋钢管理论重量表 (3) `
- 螺旋钢管理论重量计算表 `
- 螺旋钢管理论重量表 (2) `
- 螺旋钢管理论重量表 (5) `
- 螺旋钢管理论重量表 `
- 螺旋钢管理论重量表 (2) `
- 螺旋钢管理论重量表 `
- 无缝钢管理论重量
相关资讯
螺旋缝钢管理论重量相关专题
- 昆明哪里有开长螺旋桩机的
- 制作螺旋溜槽的说明图
- 中柱式钢螺旋梯的预算方法
- 桩的螺旋箍筋
- 桩的螺旋箍筋计算方法
- 桩基础螺旋箍筋
- 桩基础螺旋箍筋加密区长度
- 桩螺旋钢筋搭接公式
- 桩螺旋箍筋的计算公式
- 自制简易螺旋薯塔机
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 政府与社会资本合作(PPP)项目审计监督理论
- 在划分多种专业性作业条件下工程施工组织优化理论…
- 中国古典诗歌意象创造理论对当代建筑创作构思的启示
- 圆钢方钢尺寸重量偏差标准GB-t702-2004
- 基于粗糙集和灰聚类理论的IT项目评标决策模型
- 中国建筑学会建筑理论与创作学组学术年会
- 新型基础滑移隔震框架结构体系的理论分析
- 基于粗糙集理论的工程项目招标风险分析方法
- 应用TRIZ理论对钢丝绳电动葫芦导绳器的改进设计
- 应用径流随机模拟理论水电站电能指标的抽样误差
- 公路造价师考试基础理论及法规公路基本建设程序试题
- 工程建设监理论文浅谈当前工程监理主要问题及对策
- 关于ESP理论在高职轨道交通英语教学中应用
- 关于钢筋混凝土结构裂缝原因及其控制理论比较
- 公共选择理论在完善我国政府投资项目决策机制中应用
- 基于HSE理论分布式能源站施工安全设计与管理