




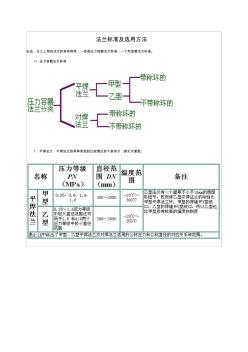
法兰标准及选用方法 石油、化工上用的法兰标准有两类,一类是压力容器法兰标准,一个类是管法兰标准。 ㈠ 压力容器法兰标准 1.平焊法兰 平焊法兰的两种类型的比较情况如下表所示,参见示意图。 因而使法兰盘进一步增大了刚性。故规定用于更高的压力范围 (PN 0.6MPa~6.4MPa)和直径范围 (DN300mm~2000m m),适用温度范围为 -20℃~ 450℃。由表 4-16 中可看出,乙型平焊法兰中 DN 2000mm 以下的规格均已包括在长颈对焊 法兰的规定范围之内。 这两种法兰的联接尺寸和法兰厚度完全一样。 所以 DN2000mm 以下的乙型平焊法兰, 可以用轧制 的长颈对焊法兰代替,以降低法兰的生产成本。 平焊与对焊法兰都有带衬环的与不带衬环的两种。当设备是由不锈钢制作时,采用碳钢法兰 7 加不锈钢衬环,可以 节省不锈钢。示意图中所示为带衬环的甲型平焊法兰。 使用法兰标准确定法兰
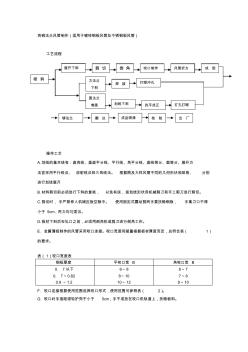
角钢法兰风管制作(适用于镀锌钢板风管及不锈钢板风管) 工艺流程 操作工艺 A.划线的基本线有:直角线、垂直平分线、平行线、角平分线、直线等分、圆等分、展开方 法宜采用平行线法、 放射线法和三角线法。 根据图及大样风管不同的几何形状和规格、 分别 进行划线展开 B.材料剪切前必须进行下料的复核, 以免有误,按划线形状用机械剪刀和手工剪刀进行剪切。 C.剪切时, 手严禁伸入机械压板空隙中。 使用固定式震动剪两手要扶稳钢板, 手离刀口不得 小于 5cm,用力均匀适当。 D.板材下料后在轧口之前,必须用倒角机或剪刀进行倒角工作。 E. 金属薄板制作的风管采用咬口连接。咬口宽度和留量根据板材厚度而定,应符合表( 1) 的要求。 表( 1)咬口宽度表 钢板厚度 平咬口宽 B 角咬口宽 B 0. 7 以下 0. 7~0.82 0.9 ~1.2 6~ 8 8~10 10~ 12 6~7 7~
热门知识
金属法兰软连接精华知识
金属法兰软连接-
话题: 室内设计wwwyenkimo
-
话题: 给排水zxshyt200008
最新知识
金属法兰软连接-
话题: 工程造价1248186757
相关问答
金属法兰软连接
金属法兰软连接相关专题
- 开关金属拉丝哪款好
- 烤瓷铝板属于金属板
- 烤漆金属板一般价格多少
- 可挠金属保护管是什么
- 可挠金属软管什么时候用
- 历史上金属铟的价格
- 中国钛金属哪里分布最多
- 轴承塑料盖好还是金属盖好
- 珠海金属线槽价格
- 铸石板如何与金属粘接
- 地下管道接口金属软连接施工工法市级优秀工法
- 发电机主引线软连接板配装工具设计及应用
- 建筑工程管道系统软连接漏水原因及防治措施
- 低压防爆安全型电动机软连接接线盒的研制
- 常用非金属法兰密封材料品种及适用范围
- 常用金属法兰密封材料品种及适用范围
- 如何区分铜箔软连接与铜编织线软连接
- 水冷发射机循环水泵软连接改造的优点
- 可曲挠橡胶接头软连接的使用安装
- 可曲挠橡胶接头橡胶软连接说明
- 风管软连接规范
- 铜编织线软连接
- 金属法兰风管制作
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 磷铵技术改造五大磷肥工程的建议