




--1-- 长钢轨焊接生产线 一、焊接工艺及工艺布置 (一)工艺流程的确定 1、焊轨生产线工艺的确定 目前,国内铁路工务系统工厂接触焊接工艺多采用以下方案: 除锈——焊接 ——粗打磨——正火——热矫直——强制冷却——精磨——冷矫直——探伤— —长轨存放。国外铁路工厂焊接的接触焊接工艺少(不正火、不探伤) ,基本采 用自然冷却以及冷矫直的方案。 由于客运专线焊接接头的平顺性和焊接质量要求 高于国内现有的标准, 因此经过多方考察和论证, 在结合国内技术要求的同时采 用了部分国外的先进经验,实践证明是合理可行的。 客运专线焊接生产线的工艺流程采用了增加选轨台对钢轨进行选择, 根据情 况,进行钢轨轨端预校直、甚至锯切的预处理程序。 (1)预处理程序 钢轨检查——轨端校直——轨端锯切——选轨台备用 (2)焊接程序 选轨台——除锈——焊接——粗打磨——正火——强制冷却——冷矫直— —精磨——探伤——
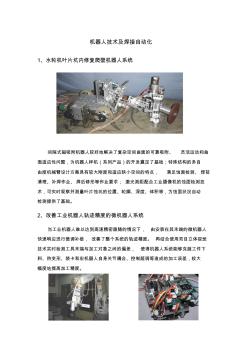
机器人技术及焊接自动化 1、水轮机叶片坑内修复爬壁机器人系统 间隙式磁吸附机器人较好地解决了复杂空间曲面的可靠吸附、 灵活运动和曲 面适应性问题,为机器人样机(系列产品)的开发奠定了基础;特殊结构的多自 由度机械臂设计方案具有较大刚度和适应狭小空间的特点, 满足蚀面检测、焊前 清理、补焊作业、焊后修形等作业要求; 激光测距配合工业摄像机的蚀面检测技 术,可实时观察并测量叶片蚀坑的位置、轮廓、深度、体积等,为蚀面状况自动 检测提供了基础。 2、改善工业机器人轨迹精度的微机器人系统 当工业机器人难以达到高速精密跟随的情况下, 由安装在其末端的微机器人 快速响应进行微调补偿, 改善了整个系统的轨迹精度。 再结合使用双目立体视觉 技术实时检测工具末端与加工对象之间的偏差, 使得机器人系统能够克服工件下 料、热变形、装卡和宏机器人自身关节耦合、控制超调等造成的加工误差,较大 幅度地提高加工精度。 3
机器人焊接生产线相关专题
- 制作石灰膏有什么机器
- 做锅把手用的胶木粉机器
- 用什么机器破水泥路好
- 加工封口胶要用哪几台机器
- 粉碎石灰岩都用哪些机器
- 生产石膏线机器设备有哪些
- 生产胶布的机器叫什么
- 石材加工机器哪家好
- 石膏线条机器哪有卖的
- 石灰石生产线需要什么机器
- 中国焊接学会堆焊及表面工程专委会
- 中国铝业山东分公司新建20万吨4A沸石生产线开工
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 中厚板生产线升级改造设备中心线基准的测量方法
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 异种钢焊接接头退火工艺
- 能跨越水平窗框障碍的玻璃幕墙清洗机器人的设计
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 中国建材工程总承包国内吨位最大浮法玻璃生产线投产
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 中国工程建设焊接协会全国优秀焊接工程
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 关于900t铁路架桥机钢结构焊接工艺采用标准
- 改善超高压电缆金属铝护套氩弧焊焊接质量方法
- 工程机械行业焊接与切割应用现状及关键技术发展趋势
- 国内外焊接内螺纹铜管与无缝内螺纹铜管技术发展状况