




法兰焊接工艺 所需设备及工具手工电焊设备一套, 手柄式角磨机一台, 电动气锤一把, 平 面尺一把。 焊前准备: 1、检查调试设备,确保设备正常运转; 2、准备φ4.0J506 焊条 最好在 300℃-350℃烘干一小时。 焊接过程:1、组装把椎体和大法兰按图纸要求组装在一起 ,再平均把大法兰 分成 8等份。 2、焊接由于法兰较厚 ,坡口较大,因此采用分段对称、多层焊接。 焊缝质量:要求焊缝强度至少达到母材强度。焊缝表面平整光滑,无烧穿、 气孔、焊漏、夹渣、咬边、未焊满等缺陷。余高小于 2mm。 注意事项: 1、打底时一定使用 J506焊条手工堆焊,并采用小电流焊接。严 格按照焊接工艺焊接。 2、再每焊接完一个位置,都要用水平尺卡一下法兰平面 的变形量。 3、一边焊接一边用气锤锤击焊缝,以达到消除应力的作用。
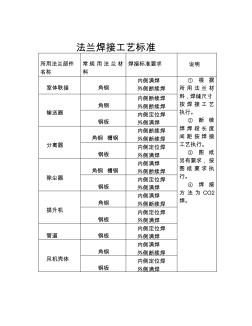
法兰焊接工艺标准 所用法兰部件 名称 常规用法兰材 料 焊接标准要求 说明 室体联接 角钢 内侧满焊 外侧断续焊 ① 根 据 所 用 法兰 材 料,焊缝尺寸 按 焊 接工 艺 执行。 ② 断 续 焊 焊 段长 度 间 距 按焊 接 工艺执行。 ③ 图 纸 另有要求,按 图 纸 要求 执 行。 ④ 焊 接 方 法 为 CO2 焊。 输送器 角钢 内侧断续焊 外侧断续焊 钢板 内侧定位焊 外侧满焊 分离器 角钢 槽钢 内侧断续焊 外侧断续焊 钢板 内侧定位焊 外侧满焊 除尘器 角钢 槽钢 内侧满焊 外侧断续焊 钢板 内侧定位焊 外侧满焊 提升机 角钢 内侧满焊 外侧断续焊 钢板 内侧定位焊 外侧满焊 管道 钢板 内侧定位焊 外侧满焊 风机壳体 角钢 内侧满焊 外侧断续焊 钢板 内侧定位焊 外侧满焊
钢管与法兰焊接工艺相关专题
- 开钢管厂需要什么机器
- 考登钢管的执行标准
- 空心钢管好还是实心钢管好
- 扣件钢管脚手架租赁费
- 扣件式钢管脚手架怎么计算
- 扣件式钢管脚手架搭设规范
- 扣件式钢管脚手架搭设步骤
- 扣件式钢管脚手架钢管壁厚
- 昆山哪里卖不锈钢管
- 栏杆钢管换算
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 无机材料工艺学课程改革探索
- 圆钢管通用规格表(20201009124910)
- 圆CFRP-钢管混凝土轴压短柱荷载-变形关系分析
- 引黄南干二级泵站进水压力钢管内壁防腐施工技术措施
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用
- 在32‰大坡道地段架设铁路T梁施工工艺及技术
- 异种钢焊接接头退火工艺
- 多功能快速连接法兰CN209743850U
- 圆钢管通用规格表(20201009124907)
- 新型随钻堵漏剂ZTC-1的生产工艺及性能评价
- 应用复合梁单元实现钢管混凝土拱桥的极限承载力分析
- 中国对欧盟日本进口高性能不锈钢无缝钢管
- 以浸没式超滤膜为核心的短流程净水工艺的应用与思考
- 中国钢结构协会钢管分会七届三次会员大会
- 振弦式钢筋计在预应力管桩成桩过程中的安装工艺