




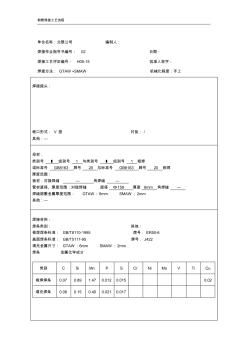
钢管焊接工艺流程 单位名称:北限公司 编制人: 焊接作业指导书编号: 02 日期: 焊接工艺评定编号: H05-15 批准人签字: 焊接方法: GTAW +SMAW 机械化程度:手工 焊接接头: 破口形式: V 型 衬垫: / 其他:— 母材: 类别号 Ⅰ 组别号 1 与类别号 Ⅰ 组别号 1 相焊 或标准号 GB8163 牌号 20 与标准号 GB8163 牌号 20 相焊 厚度范围: 板材:对接焊缝 — 角焊缝 — 管材直径、厚度范围:对接焊缝 直径 Ф159 厚度 8mm 角焊缝 — 焊缝熔敷金属厚度范围: GTAW:6mm SMAW:2mm 其他:— 焊接材料: 焊条类别: 其他: 根焊焊条标准: GB/T8110-1995 牌号: ER50-6 盖面焊条标准: GB/T5117-95 牌号: J422 填充金属尺寸: GTAW:6mm SMAW:2mm 焊条
1 PCB板焊接工艺(通用标准) 1. PCB板焊接的工艺流程 1.1 PCB板焊接工艺流程介绍 PCB板焊接过程中需手工插件、手工焊接、修理和检验。 1.2 PCB板焊接的工艺流程 按清单归类元器件—插件—焊接—剪脚—检查—修整。 2. PCB板焊接的工艺要求 2.1 元器件加工处理的工艺要求 2.1.1 元器件在插装之前,必须对元器件的可焊接性进行处理,若可焊性差的要先对元器件 引脚镀锡。 2.1.2 元器件引脚整形后,其引脚间距要求与 PCB板对应的焊盘孔间距一致。 2.1.3 元器件引脚加工的形状应有利于元器件焊接时的散热和焊接后的机械强度。 2.2 元器件在 PCB板插装的工艺要求 2.2.1 元器件在 PCB板插装的顺序是先低后高,先小后大,先轻后重,先易后难,先一般元 器件后特殊元器件,且上道工序安装后不能影响下道工序的安装。 2.2.2 元器件插装后,其标志应向着易于认读
热门知识
钢管的焊接工艺流程-
话题: 地产家居lixiaoshanll
-
话题: 工程造价lovegogoma
-
话题: 建筑设计fang854288
精华知识
钢管的焊接工艺流程-
话题: 建筑设计disorder1986
最新知识
钢管的焊接工艺流程钢管的焊接工艺流程相关专题
- 焊接钢管内防腐怎么施工
- 桁架钢管脚手架搭设施工
- 钢管脚手架施工方案范本
- 钢管变径处施工及算量
- 钢管支撑模板专项施工方案
- 钢管塔组立施工方案
- 钢管桩和钢板桩怎么施工
- 钢管桩怎么进行施工
- 施工钢管桩
- 不锈钢管施工
- 圆CFRP-钢管混凝土偏压构件荷载-变形关系分析
- 中国家具钢管行业市场前景分析预测年度报告(目录)
- 中国焊接学会堆焊及表面工程专委会
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 圆钢管通用规格表(20201009124910)
- 圆CFRP-钢管混凝土轴压短柱荷载-变形关系分析
- 引黄南干二级泵站进水压力钢管内壁防腐施工技术措施
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 异种钢焊接接头退火工艺
- 圆钢管通用规格表(20201009124907)
- 应用复合梁单元实现钢管混凝土拱桥的极限承载力分析
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 中国对欧盟日本进口高性能不锈钢无缝钢管
- 中国钢结构协会钢管分会七届三次会员大会
- 中国工程建设焊接协会全国优秀焊接工程