




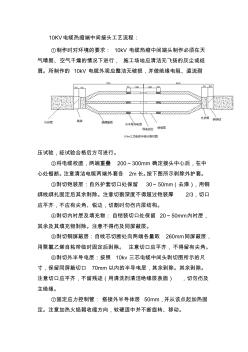
10KV电缆热缩端中间接头工艺流程: ①制作时对环境的要求: 10kV 电缆热缩中间端头制作必须在天 气晴朗、空气干燥的情况下进行, 施工场地应清洁无飞扬的灰尘或纸 屑。所制作的 10kV 电缆外观应整洁无破损,并做绝缘电阻、直流耐 压试验,经试验合格后方可进行。 ②将电缆校直,两端重叠 200~300mm 确定接头中心后,在中 心处锯断。注意清洁电缆两端外套各 2m长。按下图所示剥除外护套。 ③剥切铠装层:自外护套切口处保留 30~50mm(去漆),用铜 绑线绑扎固定后其余剥除。注意切割深度不得超过铠装厚 2/3,切口 应平齐,不应有尖角、锐边,切割时勿伤内层结构。 ④剥切内衬层及填充物:自铠装切口处保留 20~50mm内衬层, 其余及其填充物剥除。注意不得伤及同屏蔽层。 ⑤剥切铜屏蔽层:自线芯切断处向两端各量取 260mm同屏蔽层, 用聚氯乙烯自粘带临时固定后剥除。 注意切口应平齐,不

电缆导电线芯的压接质量直接影响电缆接头的使用寿命和电缆线路的安全运行。电缆热缩中间头制作中导线压接方法一般采用局部压接(点压)和整体压接(围压)两种。局部压接需要的压力较小,易使压接处接触面间产生金属表面渗透,所以得到广泛应用,但中间接头的压接管压接后压坑变形较大,易引起电场畸变,致使压
热门知识
低压热缩中间头-
话题: 工程造价yufeng2511
精华知识
低压热缩中间头最新知识
低压热缩中间头-
话题: 工程造价jiangqingjie
-
话题: 计价依据zhanzhonhua2
低压热缩中间头相关专题
- 钻井泥浆泵怎么倒低压
- 怎么设计低压配电柜
- 怎么选低压隔离开关
- 怎样计算低压熔丝
- 怎样选择变压器低压总开关
- 怎样询高低压配电柜的价
- 照明配电箱低压计量箱
- 正常血压高低压是多少
- 交流低压配电柜价格有多贵
- 交联铠装低压电缆型号
- 中低压燃气管道工程质量控制及常见问题处理教学提纲
- 应用量化评价压疮高危因素降低压疮发生率的效果观察
- 工厂供电技术学习情景21高低压配电装置运行与检修
- 基于PLC矿用智能低压馈电开关选择性漏电保护系统
- 关于聚丙烯低压回收系统加热流程改造若干思考
- 基于组态软件分布式低压变电箱监控系统
- 基于模糊控制技术低压电器温升试验装置自动稳流模型
- GB-T-3091-93-低压流体输送用镀锌焊接钢管
- ABB低压断路器的选择
- GGD低压开关柜说明书
- 农网改造升级工程10kV低压配电新建工程监理实施细则
- 500KVA箱变高压不带计量低压带计量
- DG型中低压锅炉给水泵现场安装、运行、维护指导书要点
- 220V低压供电线路末端低电压的现状与治理
- 计量用低压电流互感器技术规范
- 低压无功功率补偿装置元器件和配套用线选用及装配工艺标准
- 成套低压电容补偿柜详解