




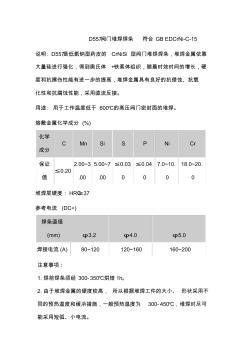
D557阀门堆焊焊条 符合 GB EDCrNi-C-15 说明 : D557是低氢钠型药皮的 CrNiSi 型阀门堆焊焊条,堆焊金属依靠 大量硅进行强化,得到奥氏体 +铁素体组织,随着时效时间的增长,硬 度和抗擦伤性能有进一步的提高,堆焊金属具有良好的抗侵蚀、抗氧 化性和抗腐蚀性能,采用直流反接。 用途 : 用于工作温度低于 600℃的高压阀门密封面的堆焊。 熔敷金属化学成分 (%) 化学 成分 C Mn Si S P Ni Cr 保证 值 ≤0.20 2.00~3 .00 5.00~7 .00 ≤0.03 0 ≤0.04 0 7.0~10. 0 18.0~20. 0 堆焊层硬度 : HRC≥37 参考电流 (DC+) 焊条直径 (mm) φ3.2 φ4.0 φ5.0 焊接电流 (A) 80~120 120~160 160~200 注意事项 : 1.焊前焊条须经 300- 350℃烘焙
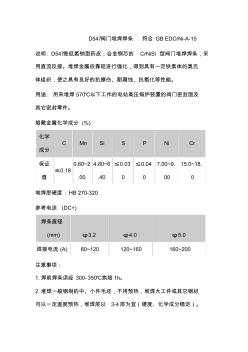
D547阀门堆焊焊条 符合 GB EDCrNi-A-15 说明 : D547是低氢钠型药皮,合金钢芯的 CrNiSi 型阀门堆焊焊条,采 用直流反接。堆焊金属依靠硅进行强化,得到具有一定铁素体的奥氏 体组织,使之具有良好的抗擦伤、耐腐蚀、抗氧化等性能。 用途 : 用来堆焊 570℃以下工作的电站高压锅炉装置的阀门密封面及 其它密封零件。 熔敷金属化学成分 (%) 化学 成分 C Mn Si S P Ni Cr 保证 值 ≤0.18 0.60~2 .00 4.80~6 .40 ≤0.03 0 ≤0.04 0 7.00~9. 00 15.0~18. 0 堆焊层硬度 : HB 270-320 参考电流 (DC+) 焊条直径 (mm) φ3.2 φ4.0 φ5.0 焊接电流 (A) 80~120 120~160 160~200 注意事项 : 1.焊前焊条须经 300- 350℃烘焙 1h。 2
热门知识
堆焊焊条D557-
话题: 室内设计la123456789
-
话题: 装修工程yflovetn777
精华知识
堆焊焊条D557-
话题: 室内设计liangyan_528
最新知识
堆焊焊条D557-
话题: 装修工程windy198151
-
话题: 暖通空调apple88527
专题概述
堆焊焊条D557知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关堆焊焊条D557最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:堆焊焊条D557
相关话题
资料下载
-
`
- D512阀门堆焊焊条 `
- D517阀门堆焊焊条 `
- D502阀门堆焊焊条 `
- D507MoNb阀门堆焊焊条 `
- D507Mo阀门堆焊焊条 `
- D577阀门堆焊焊条 `
- 堆焊焊条性能的研究 `
- 含镧堆焊焊条的研究 `
- 热锻模堆焊焊条及堆焊工艺 `
- D516MA阀门堆焊焊条
相关资讯
堆焊焊条D557相关专题
- 如何使用阀门堆焊焊条
- 堆焊焊条D687
- 堆焊焊条D207
- 堆焊焊条D112
- 堆焊焊条D502
- 堆焊焊条D628
- 堆焊焊条D517
- 堆焊焊条D227
- 堆焊焊条D286A
- 堆焊焊条D557
- 45Cr4NiMoV轧辊堆焊焊条堆焊工艺及性能
- CrMoNbB系免预热耐磨料磨损堆焊焊条的研究
- 水玻璃性能参数对无渣堆焊焊条质量影响
- RMD—01堆焊焊条在单辊破碎机上的应用
- TiC-VC抗磨粒磨损堆焊焊条
- 大型冷冲模铸铁镶块堆焊焊条的研制及应用
- 低尘、低毒286高锰钢堆焊焊条研制
- 双电极石墨型堆焊焊条及单弧焊工艺研究
- CrW2Si冷作模具钢堆焊焊条的研制
- Cr-Mn抗气蚀堆焊焊条
- 氧化镧在耐磨堆焊焊条中应用
- 水玻璃的性能对无渣堆焊焊条质量影响
- Ti-V-Mo系高硬度耐磨堆焊焊条
- Ti-V-Mo系高硬度耐磨堆焊焊条
- 耐磨抗裂堆焊焊条优化设计
- 合金溜槽堆焊焊条设计及组织分析
- TiC—VC免预热耐磨堆焊焊条
- 堆焊焊条D516MA
- 堆焊焊条D332
- 堆焊焊条D276
- 堆焊焊条D307
- 耐热钢焊条R107
- 耐热钢焊条R207
- 堆焊焊条D107
- 堆焊焊条D126
- 堆焊焊条D337
- 堆焊焊条D547
- 不锈钢防臭地漏HB-978
- 不锈钢防臭地漏HB-977
- 不锈钢防臭地漏标准K-558
- 不锈钢防臭地漏标准J-201
- 全铜单水龙头XTJ抬启式
- 全铜单水龙头红箭单孔抬启式
- 全铜单水龙头宝石单孔抬启式
- 锌合金单水龙头高圆三通抬启式
- 锌合金单水龙头四方单孔抬启式
- 锌合金单水龙头半圆单孔抬启式
- 锌合金单水龙头六角单孔抬启式
- 锌合金单水龙头双环小弯抬启式
- 不锈钢玻璃盆单水龙头玻璃盆25cm抬启式
- 不锈钢玻璃盆单水龙头玻璃盆30cm抬启式
- 铜双孔龙头塞络二联抬启式
- 锌合金双孔龙头塞络二联抬启式
- 锌合金双孔龙头高仪二联抬启式
- 锌合金双孔龙头明佳二联抬启式
- 锌合金双孔龙头申达斯二联抬启式
- 锌合金双孔龙头雅思二联抬启式