




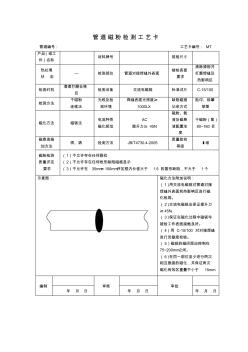
管道磁粉检测工艺卡 管道编号: 工艺卡编号: MT 产品(或工 件)名称 材料牌号 规格尺寸 热处理 状 态 — 检测部位 管道对接焊缝外表面 被检表面 要求 清除漆物并 打磨焊缝及 热影响区 检测时机 清理打磨合格 后 检测设备 交流电磁轭 标准试片 C-15/100 检测方法 干磁粉 连续法 光线及检 测环境 焊缝表面光照度≥ 1000LX 缺陷磁痕 记录方式 贴印、临摹 草图 磁化方法 磁轭法 电流种类 磁化规范 AC 提升力≥ 45N 磁粉、载 液及磁悬 液配置浓 度 干磁粉(黑) 80~160 目 磁悬液施 加方法 喷、洒 检测方法 JB/T4730.4-2005 质量验收 等级 Ⅰ级 磁粉检测 质量评定 要求 (1)不允许存在任何裂纹 (2)不允许存在任何线形缺陷磁痕显示 (3)不允许在 35mm×100mm评定框内长径大于 1.5 的圆形缺陷,不大于 1 个 示意
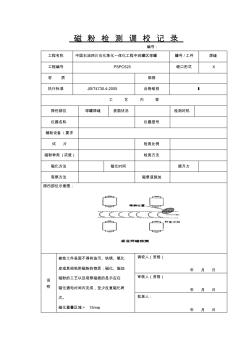
磁 粉 检 测 调 校 记 录 编号: 工程名称 中国石油四川石化炼化一体化工程中间罐区球罐 罐号 /工件 焊缝 工程编号 PSPC525 破口形式 X 材 质 规格 执行标准 JB/T4730.4-2005 合格级别 Ⅰ 工 艺 内 容 探伤部位 球罐焊缝 表面状况 检测时机 仪器名称 仪器型号 辅助设备 / 要求 试 片 检测比例 磁粉种类 (浓度 ) 检测方法 磁化方法 磁化时间 提升力 观察方法 磁悬液施加 探伤部位示意图: 说 明 被检工件表面不得有油污、铁锈、氧化 皮或其他粘附磁粉的物质;磁化、施加 磁粉的工艺以及观察磁痕的显示应在 磁化通电时间内完成,至少反复磁化两 次。 磁化重叠区域> 15mm。 调校人(资格) 年 月 日 审核人(资格) 年 月 日 批准人: 年 月 日 磁 粉 检 测 工 艺 卡 编号: TKSC-PZZJ-MTGY-02 工程名称 中国石油四川石化
热门知识
磁粉-
话题: 工程造价woainan1314
精华知识
磁粉-
话题: 工程造价wyxf19871123
-
话题: 工程造价yangjin111
最新知识
磁粉-
话题: 工程造价jc_qianlong
-
话题: 工程造价liqiang7755
专题概述
磁粉知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关磁粉最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:磁粉
相关话题
资料下载
-
`
- 磁粉检测工艺卡-管道 `
- 磁粉检测工艺卡3 `
- 磁粉检测工艺卡新 `
- 磁粉探伤和超声波探伤原理 `
- 磁粉无损检测报告 `
- 大型铸造阀门裂纹磁粉检测新技术研究 `
- 6、钢结构磁粉检测报告 `
- 磁粉探伤工安全操作规程 `
- 钢结构磁粉检测记录 `
- 磁粉检测工艺卡-固定式 ` `
相关资讯
磁粉相关专题
- 磁粉探伤机辐射有多大
- 磁粉探伤选用设备怎么计算
- 荧光磁粉哪家好
- 磁粉探伤设备
- 磁粉探伤磁化线圈
- 磁粉探伤材料
- 修武内墙磁粉涂料
- 便携式磁粉探伤机
- 射阳磁粉探伤仪
- cje-220磁粉探伤仪
- P91/P92钢管焊接接头表面裂纹磁粉检测工艺
- 磁粉检测检验方法作业指导书
- 用蒸压釜磁粉检测中应注意的几个问题
- 常压钢制焊接储罐及管道磁粉检测技术标准
- 储罐钢板磁粉检测报告
- 外墙漆室内括磁粉施工承包合同
- 磁粉无损检测报告
- 最新磁粉检测工艺卡
- 磁粉检测工艺卡管道
- 磁粉检测工艺卡
- 钢结构磁粉检测记录
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)