




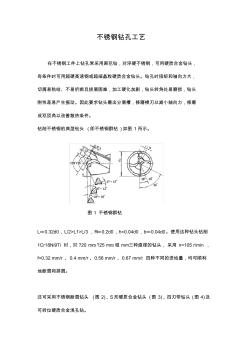
不锈钢钻孔工艺 在不锈钢工件上钻孔常采用麻花钻,对淬硬不锈钢,可用硬质合金钻头, 有条件时可用超硬高速钢或超细晶粒硬质合金钻头。钻孔时扭矩和轴向力大, 切屑易粘结、不易折断且排屑困难,加工硬化加剧,钻头转角处易磨损,钻头 刚性差易产生振动。因此要求钻头磨出分屑槽,修磨横刃以减小轴向力,修磨 成双顶角以改善散热条件。 钻削不锈钢的典型钻头 (即不锈钢群钻 )如图 1所示。 图 1 不锈钢群钻 L≈0.32d0,L/2>L1>L/3 ,R≈0.2d0,h=0.04d0,b≈0.04d0。使用这种钻头钻削 1Cr18Ni9Ti 时,对 ?20 mm、?25 mm、呾 mm三种直径的钻头,采用 n=105 r/min , f=0.32 mm/r 、0.4 mm/r、0.56 mm/r 、0.67 mm/r 四种不同的进给量,均可顺利 地断屑和排屑。 还可采用不锈钢断屑钻头 (图 2)、S形硬质合金
热门知识
不锈钢钻头螺旋角-
话题: 室内设计timelva111
精华知识
不锈钢钻头螺旋角-
话题: 地产家居qudan78326
-
话题: 装修工程magong1008
最新知识
不锈钢钻头螺旋角-
话题: 装修工程friedfreey
不锈钢钻头螺旋角相关专题
- 潍坊不锈钢井盖
- 不锈钢井盖图片
- 贵阳不锈钢铺装井盖
- 武汉不锈钢井盖厂家
- 不锈钢深井水泵
- 混凝土不锈钢一次成型
- 盲道不锈钢钉
- 不锈钢沟槽卡箍
- 不锈钢喷砂工艺
- 不锈钢管用途
- 简易六角砖铺设装置CN109537417A
- 椭圆截面螺旋等通道挤压制备超细晶材料的新工艺
- 中国对欧盟日本进口高性能不锈钢无缝钢管
- 关于固定式太阳能路灯照明系统电池组件最佳安装角度
- 关于非不锈钢管道、设备系统凝结水回收节能技术改造
- 工作文档对数螺旋线型双曲拱坝几何计算程序使用说明书
- 后植入钢筋笼或钢管长螺旋CFG桩复合地基工程实践
- 广东珠江三角洲环境项目某污水处理部分咨询服务合同
- 恒智天成安全计算软件三角形钢管悬挑脚手架计算书汇总
- 基于LS-DYNA潜孔钻头仿真分析与布齿优化设计
- 基于PLC钻削加工装置钻头自动循环控制电路设计
- 合金钻头全面钻进法在野马泉矿区碳质灰岩地层中应用
- 不锈钢隔膜泵品牌排行榜
- 工程图样中六角螺母在AutoCAD中近似画法改进
- 基于PLC控制星三角启动存在问题及解决办法
- 国产快堆燃料元件包壳材料316不锈钢中子辐照效应
- 国内立式不锈钢多级离心泵型号