




不锈钢板拼焊的焊接方法 问题 1: 6mm 的 316L不锈钢板拼焊用什么焊接方法 回答:可以用手工氩弧焊( MTIG)或 CO2焊接方法、手工焊条焊均可。 手工氩弧焊:选用 ER316L焊丝, 2.5 粗或 3.2 粗的均可;对于 6mm 厚板材可以采用 X型坡 口,拼焊时应注意焊接变形问题, 可以正面一道, 反面一道,尽量抵消焊接变形带来的影响; CO2焊接法:如果要获得较好的效果,可以采用药芯焊丝( E316LT)进行拼焊,选药芯的原 因是飞溅极小, 焊缝保护效果好,但价格较贵。操作时注意层间清根的操作,必须去除掉药 皮后再进行下一道的施焊。 手工焊条焊:也可采用手工焊条焊进行处理。选择 A207 焊条进行施焊。焊条焊也需要进行 层间清根的操作。 问题 2:薄不锈钢板用氩弧焊焊接的技巧 回答:这要看你的具体要求,焊缝平整度,变形大小,用不用打磨(抛个光就行) ,0.7还行 了, 0.
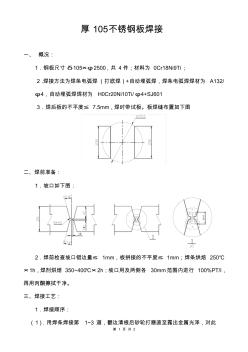
第 1 页 共 2 厚 105不锈钢板焊接 一、 概况: 1.钢板尺寸 δ105×φ2500,共 4件;材料为 0Cr18Ni9Ti; 2.焊接方法为焊条电弧焊(打底焊)+自动埋弧焊,焊条电弧焊焊材为 A132/ φ4,自动埋弧焊焊材为 H0Cr20Ni10Ti/φ4+SJ601 3.焊后板的不平度≤ 7.5mm,焊时带试板。板焊缝布置如下图 二、焊前准备: 1.坡口如下图: 2.焊前检查坡口错边量≤ 1mm,板拼接的不平度≤ 1mm;焊条烘焙 250℃ ×1h,焊剂烘焙 350~400℃×2h;坡口用及两侧各 30mm范围内进行 100%PT/I, 再用丙酮擦拭干净。 三、焊接工艺: 1.焊接顺序: (1).用焊条焊接第 1~3 道,翻边清根后砂轮打磨直至露出金属光泽,对此 第 2 页 共 2 坡口进行 100%PT/I,合格后再用焊条焊接第 4~8道; (2).翻边后用自动埋弧焊
不锈钢板焊接方法相关专题
- 不锈钢防盗栏安装施工工艺
- 不锈钢岗亭的CAD施工图
- 不锈钢管施工
- 不锈钢护窗栏杆施工工艺
- 不锈钢栏杆的施工
- 不锈钢燃气管道施工方案
- 不锈钢门锁优点在哪里
- 不锈钢嵌条施工技术方案
- 不锈钢施工时应注意什么
- 不锈钢在伸缩缝上如何施工
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 有源配电网设备利用率影响因子体系及其价值计算方法
- 原来这就是辨别冷热水管正确方法商家终于肯说实话了
- 新的基于NGA/PCA和SVM的特征提取方法
- 定征复合板材粘接层性质的非线性超声兰姆波方法
- 中国焊接学会堆焊及表面工程专委会
- 圆形隧道反向曲线隧道中心线两种偏移计算方法的比较
- 主要用固体工业废渣生产硫铝酸盐水泥熟料的方法
- 含有彩色浆料和渗透墨水形成的陶瓷砖及制作方法
- 保护装置BUCK开关电源的PCB优化设计方法
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 有软弱下卧层时确定天然地基上基础底面积的简便方法
- 以水利项目为例分析社会稳定风险评估方法与要点
- 医院手术部新风机组盘管冬季冻裂问题分析及防止方法
- 再谈VRV空调系统设计与施工中有关问题的解决方法
- 有关CAD技术在水利工程设计中的实际应用方法
- 柴油机高压喷油管用钢、高压喷油管及其制造方法