




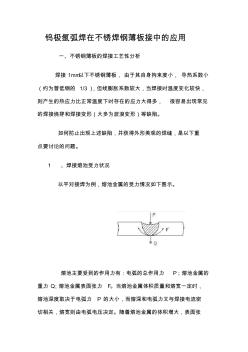
钨极氩弧焊在不锈焊钢薄板接中的应用 一、不锈钢薄板的焊接工艺性分析 焊接 1mm以下不锈钢薄板, 由于其自身拘束度小, 导热系数小 (约为普低钢的 1/3),但线膨胀系数较大,当焊接时温度变化较快, 则产生的热应力比正常温度下时存在的应力大得多, 很容易出现常见 的焊接烧穿和焊接变形(大多为波浪变形)等缺陷。 如何防止出现上述缺陷,并获得外形美观的焊缝,是以下重 点要讨论的问题。 1 、焊接熔池受力状况 以平对接焊为例,熔池金属的受力情况如下图示。 熔池主要受到的作用力有:电弧的总作用力 P;熔池金属的 重力 Q;熔池金属表面张力 F。当熔池金属体积质量和熔宽一定时, 熔池深度取决于电弧力 P 的大小,而熔深和电弧力又与焊接电流密 切相关,熔宽则由电弧电压决定。随着熔池金属的体积增大,表面张 力 F也随着增大,造成表面张力不能平衡电弧作用力 P和熔池金属的 重力 Q,此时熔池

薄壁不锈钢板的 TIG自动焊接 陈春阳 昆山华恒焊接设备技术有限公司 215301 摘要: 随着我国不锈钢市场的不断扩大,不锈钢板的消费量也逐年增加,薄壁不锈钢板也已经深入到各种 生产制造领域中,因此薄壁不锈钢板的焊接也就成为生产制造中一个重要工序,由薄壁不锈钢板自身的焊 接工艺特点决定了其焊接存在的难度,本文着重介绍薄壁不锈钢板的 TIG 焊接工艺。 关键词: 薄壁不锈钢板 TIG 焊接 焊接工艺 前言: 不锈钢在我国的使用量正逐年增加,不锈钢的使用量由 1988 年的 30 万吨增加到 2000 年的 165 万吨,年增长率为 15.26%。而在不锈钢的使用中以薄板为主, 2000 年薄板的消费 量为 91万吨,占到使用总量的一半。而且薄壁不锈钢板也已经应用到国民生产和生活的各 个领域,如:食品加工行业,主要制造食品加工机械;压力容器行业,主要是机电和化工部 门;电力工业。另外还有一些
热门知识
不锈钢薄板对焊机-
话题: 地产家居hebeichengji
-
话题: 室内设计wangjuan11
精华知识
不锈钢薄板对焊机-
话题: 装修工程hushao0518
-
话题: 装修工程122****4334
-
话题: 工程造价hongwei568
最新知识
不锈钢薄板对焊机-
话题: 室内设计fangjia0326
不锈钢薄板对焊机相关专题
- 可否制作不锈钢方管冲孔机
- 可丽纳特不锈钢筷子笼CP010
- 刻蚀不锈钢板多少钱一平
- 昆明不锈钢水箱
- 昆山不锈钢切割到哪里加工
- 昆山哪里卖不锈钢管
- 昆山哪里有黑钛镜面不锈钢
- 昆山哪里有卖不锈钢的
- 昆山哪里需要做不锈钢
- 昆山专业做不锈钢挡水板
- 基于LQR剪切—闪光对焊机位置伺服控制建模与仿真
- AMESim的剪切—闪光对焊机最优控制器设计
- 不锈钢薄板内衬技术在大口径供水管道修复中的工程实践
- 对焊机电气原理与故障分析
- 闪光对焊机安全技术交底
- 304奥氏体不锈钢薄板带冷轧过程数值模拟
- 不锈钢薄板光纤激光焊接组织与性能觹
- 304不锈钢薄板激光焊工艺试验
- 奥氏体不锈钢薄板大型箱体制作安装工艺
- PLC控制型铜铝管对焊机的执行机构设计
- 新型钼、钨杆对焊机
- 功能分析的铜铝管对焊机的设计
- KAS260闪光对焊机焊接工艺研究
- 不锈钢薄板氩弧焊焊接工艺
- 不锈钢薄板拉伸时出现问题及对策
- 304不锈钢薄板激光焊接技术
- 悬挂式钢轨闪光对焊机机头研制