




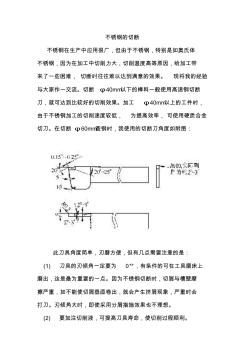
不锈钢的切断 不锈钢在生产中应用很广,但由于不锈钢,特别是如奥氏体 不锈钢,因为在加工中切削力大,切削温度高等原因,给加工带 来了一些困难, 切断时往往难以达到满意的效果。 现将我的经验 与大家作一交流。切断 φ40mm以下的棒料一般使用高速钢切断 刀,就可达到比较好的切削效果。加工 φ40mm以上的工件时, 由于不锈钢加工的切削速度较低, 为提高效率, 可使用硬质合金 切刀。在切断 φ60mm圆钢时,我使用的切断刀角度如附图: 此刀具角度简单,刃磨方便,但有几点需要注意的是: (1) 刀具的刃倾角一定要为 0°,有条件的可在工具磨床上 磨出,这是最为重要的一点。因为不锈钢切断时,切屑与槽壁摩 擦严重,如不能使切屑垂直卷出,就会产生挤屑现象,严重时会 打刀。刃倾角大时,即使采用分屑措施效果也不理想。 (2) 要加注切削液,可提高刀具寿命,使切削过程顺利。 (3) 刀

热门知识
不锈钢切板-
话题: 地产家居feng8649444
精华知识
不锈钢切板-
话题: 室内设计tranhuutho2
-
话题: 工程造价tanweihong
最新知识
不锈钢切板-
话题: 装修工程wangjue911
-
话题: 工程造价hanbingjie
-
话题: 工程造价xiaoxinvip
-
话题: 工程造价cuixiuping
专题概述
不锈钢切板知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关不锈钢切板最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:不锈钢切板
相关话题
资料下载
-
`
- 不锈钢的切断 `
- 不锈钢薄板激光切孔工艺研究 `
- 不锈钢阻尼钢板 `
- 不锈钢小知识,食用级不锈钢 `
- 不锈钢简介及双相不锈钢冶炼 `
- 不锈钢知识4(不锈钢及铬系) `
- 不锈钢知识4(不锈钢及铬系) (2) `
- 不锈钢新宠儿--抗菌不锈钢 `
- 不锈钢 `
- 不锈钢
相关资讯
不锈钢切板相关专题
- 可否制作不锈钢方管冲孔机
- 可丽纳特不锈钢筷子笼CP010
- 刻蚀不锈钢板多少钱一平
- 昆明不锈钢水箱
- 昆山不锈钢切割到哪里加工
- 昆山哪里卖不锈钢管
- 昆山哪里有黑钛镜面不锈钢
- 昆山哪里有卖不锈钢的
- 昆山哪里需要做不锈钢
- 昆山专业做不锈钢挡水板
- 制水泥楼板市场现状调研及发展前景分析报告(目录)
- 正火对16Mn热轧钢板断裂韧度J_(ⅠC)的影响
- 影响我国公路桥梁板式橡胶支座质量的因素及应对措施
- 中厚板生产线升级改造设备中心线基准的测量方法
- 中国绿色建材产业发展联盟绿色板材与工程专委会
- 中国钢丝切丸行业市场前景分析预测年度报告(目录)
- 中国纸面石膏板产业市场现状及投资分析报告
- 中厚钢板剪切端面黑线成因分析及其对质量的影响评估
- 中国移动板房行业市场前景分析预测年度报告(目录)
- 永久性混凝土模板—快易收口网应用与施工技术
- 云南2020年07月(5-7月)板材信息价数据包
- 异体弧形钢模板在丰满大坝进水口混凝土施工中的应用
- 一座变截面连续箱梁桥的腹板斜截面抗剪加固方案
- 中国对欧盟日本进口高性能不锈钢无缝钢管
- 增强型改性发泡水泥保温板建筑保温系统应用技术标准
- 云南普洱11层板式建筑高层住宅95#工程造价指标
- 在磁翻板液位计安装时为什么要在法兰接口处加装阀门