





2006年太原钢铁(集团)公司冷轧厂不锈钢宽幅带钢切边机组自动上卷系统,采用超声波测距仪和光电传感器测量钢卷的直径和宽度,精度可达±1 mm。根据测得的直径和宽度,利用PLC和检测元件构成的闭环控制系统实现了钢卷的上卷自动控制。与传统的人工上卷系统相比,自动上卷加快了生产节奏,提高了生产效率,避免了设备的碰撞和伤人事故,提高了设备的成材率。
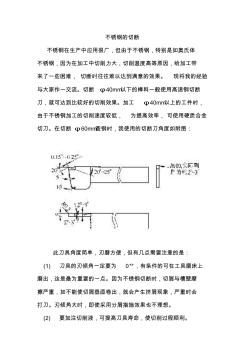
不锈钢的切断 不锈钢在生产中应用很广,但由于不锈钢,特别是如奥氏体 不锈钢,因为在加工中切削力大,切削温度高等原因,给加工带 来了一些困难, 切断时往往难以达到满意的效果。 现将我的经验 与大家作一交流。切断 φ40mm以下的棒料一般使用高速钢切断 刀,就可达到比较好的切削效果。加工 φ40mm以上的工件时, 由于不锈钢加工的切削速度较低, 为提高效率, 可使用硬质合金 切刀。在切断 φ60mm圆钢时,我使用的切断刀角度如附图: 此刀具角度简单,刃磨方便,但有几点需要注意的是: (1) 刀具的刃倾角一定要为 0°,有条件的可在工具磨床上 磨出,这是最为重要的一点。因为不锈钢切断时,切屑与槽壁摩 擦严重,如不能使切屑垂直卷出,就会产生挤屑现象,严重时会 打刀。刃倾角大时,即使采用分屑措施效果也不理想。 (2) 要加注切削液,可提高刀具寿命,使切削过程顺利。 (3) 刀
热门知识
不锈钢切边卷-
话题: 工程造价anyongzhong
精华知识
不锈钢切边卷-
话题: 工程造价zhuanyezixu
-
话题: 工程造价tanweihong
最新知识
不锈钢切边卷-
话题: 装修工程wangjue911
-
话题: 工程造价hanbingjie
-
话题: 工程造价xiaoxinvip
-
话题: 工程造价cuixiuping
不锈钢切边卷相关专题
- 可否制作不锈钢方管冲孔机
- 可丽纳特不锈钢筷子笼CP010
- 刻蚀不锈钢板多少钱一平
- 昆明不锈钢水箱
- 昆山不锈钢切割到哪里加工
- 昆山哪里卖不锈钢管
- 昆山哪里有黑钛镜面不锈钢
- 昆山哪里有卖不锈钢的
- 昆山哪里需要做不锈钢
- 昆山专业做不锈钢挡水板
- 中国对欧盟日本进口高性能不锈钢无缝钢管
- 国产快堆燃料元件包壳材料316不锈钢中子辐照效应
- 国内立式不锈钢多级离心泵型号
- 杭州东站站房东西立面异形柱双曲面不锈钢幕墙施工技术
- 卡压式薄壁不锈钢管施工技术薄壁不锈钢管卡压式连接
- 栏杆工程招标文件(不锈钢、锌钢)
- 冷板、铝板、不锈钢板折弯牌安装说明
- 某不锈钢制品公司搬迁改造项目职业病危害控制效果评价
- 不锈钢多级离心泵品牌排行榜
- 加工定制食品不锈钢网带耐高温耐腐蚀蔬菜加工传送带
- 膜盒式气压计空盒气压表不锈钢膜盒压力表
- 高硅奥氏体不锈钢无缝管生产工艺研究及技术开发
- 无缝及焊接的铁素体奥氏体不锈钢公称管
- EOS公司推出可以用于增材制造工艺的钛合金与不锈钢材料
- 两种受电靴材料与不锈钢带电接触摩擦磨损特性的试验研究
- 敏化态304不锈钢慢速率拉伸腐蚀过程的电化学噪声检测
- C_80B型不锈钢运煤敞车底架附属件装配工艺及改进