




PC 板折弯工艺随着 PC 板优异的性能不断被用户熟知,其应用范围的不断扩大,逐渐被广 大用户去探索了解, 并且其加工工艺得到大幅度的提升, 今天,小编就 PC 板折弯工艺跟大 家分享下。 PC 板折弯加工: PC 板折弯主要是二种:一种是冷弯加工成型,一般都能以其厚度的 150 倍作为最小冷弯半径进行冷弯。但是对于带有防划伤图层的 PC 板材,最小冷弯应该考虑 175 倍,如果要更小,建议采用热成型。冷折弯会产生一定的永久变形,变形的大小取决于 板材的厚度。 冷折弯加工后会有一定程度的松弛现象, PC 板材最好是有一个大约 25%的过 度弯曲,几天后应内里和外力达到平衡, 才能制得最终的形状, 在 PC 板冷弯加工, 应注意: 工具必须锋利,冷弯加工后应该有 1~2 天的松弛时间,材能安装;安装时不要减少冷弯的 角度,也不要强行将 PC 板材推向安装位置; 冷弯加工速度要快, 这样获得的
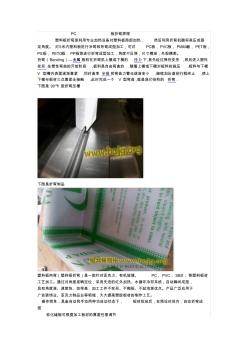
PC 板折弯原理 塑料板折弯是利用专业加热设备对塑料板局部加热, 然后利用折弯机器将其压成固 定角度。 对5米内塑料板进行冷弯和热弯成型加工,可对 PC板, PVC板, PMMA板, PET板, PS板, PETG板, PP板等进行折弯成型加工,角度不反弹,尺寸精准,外观精美。 折弯(Bending)—金属板料在折弯机上模或下模的 压力下,首先经过弹性变形 ,然后进入塑性 变形 ,在塑性弯曲的开始阶段 ,板料是自由弯曲的 .随着上模或下模对板料的施压 ,板料与下模 V 型槽内表面逐渐靠紧 ,同时曲率 半径和弯曲力臂也逐渐变小 ,继续加压直到行程终止 ,使上 下模与板材三点靠紧全接触 ,此时完成一个 V 型弯曲 ,就是我们俗称的 折弯 . 下图是 90°V 型折弯压槽 下图是折弯制品 塑料板热弯(塑料板折弯)是一款针对亚克力、有
热门知识
板折-
话题: 室内设计JIANGCHUNHUI
精华知识
板折-
话题: 计价依据nuanshuiping
最新知识
板折-
话题: 工程造价haoren235678
-
话题: 室内设计shenxianlpf
专题概述
板折知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关板折最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:板折
相关话题
资料下载
-
`
- pc板折弯 `
- PC板折弯原理 `
- 铝板折弯系数表 `
- 铝板折边表 `
- 铝板折弯内R标准 `
- 冷轧板折皱缺陷的分析与控制 `
- 钢板折弯设备的制作技术 `
- 钢板折弯通用工艺 `
- 钢板折弯半径选择表 `
- 不锈钢板折弯特性简介 (2) ` `
相关资讯
板折相关专题
- 钢板折弯怎么取制作费用
- 钢板折弯加工费是多少钱
- 不锈钢门剪板折弯技巧
- 铝塑板折边的面积要算么
- 铝板折边是否计算工程量
- abs塑料板折弯
- 8mm铝板折直角
- 空心板折算厚度
- 彩钢板折件
- 铝板折边规格
- 冷板、铝板、不锈钢板折弯牌安装说明
- 平行平板折射率高精度非接触测量
- 铝板折弯内R标准
- 檐口和屋面板开孔及板折角构造做法
- 模板折除作业指导书
- pc板折弯
- PC板折弯原理
- 钢板折弯通用工艺
- 铝板折边表
- 铝板折弯系数表
- 钢板折弯半径选择表
- 钢板折弯作业指导书
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能