
- 首页 >
- > 90°无缝压制弯头(刚)
更新时间:2024.04.27




推制压制弯头 制造工艺流程 1.规范、标准 管件和法兰应满足所有适用规范、标准和规程的最新版的要求,并应执行其中最严格 的要求。参考的规范、标准如下: GB12459 钢制对焊无缝管件 GB6654 压力容器用钢板 GB5310 高压锅炉用无缝钢管 GB9948 石油裂化用无缝钢管 GB/T8163 输送流体用无缝钢管 SH3408 钢制对焊无缝管件 2、管件制造工艺流程 注:Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ、Ⅵ、Ⅶ为控制环节 A、B、C、D、E、F、G、H、I 为控制点 1、2、3、4、5、6、7、8、9、10、11、12、13、14为工序号 3、过程控制 3.1 材料复检 3.1.1 我公司用做材料及成品检测的专业检测设备多台对于新进厂的材料进行以下复检。 1)光谱仪进行材料光谱分析; 2)测厚仪
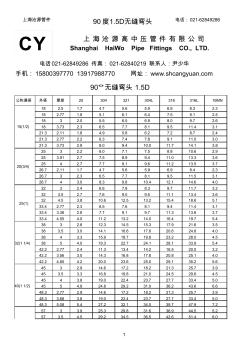
上海沧源管件 90度1.5D无缝弯头 电话:021-62849286 公称通径 外径 厚度 20 304 321 304L 316 316L 16MN 18 2.5 1.7 4.7 5.6 5.9 6.9 8.3 2.3 18 2.77 1.8 5.1 6.1 6.4 7.5 9.1 2.5 18 3 2.0 5.5 6.5 6.9 8.0 9.7 2.6 18 3.73 2.3 6.5 7.7 8.1 9.5 11.4 3.1 21.3 2.11 1.8 4.9 5.8 6.2 7.2 8.7 2.4 21.3 2.77 2.2 6.3 7.4 7.8 9.1 11.0 3.0 21.3 3.73 2.9 8.0 9.4 10.0 11.7 14.1 3.8 25 3 2.2 6.0 7.1 7.5 8.8 10.6 2.9 25 3.91 2.7 7.5 8.9 9.4 11.0
热门知识
90°无缝压制弯头(刚)精华知识
90°无缝压制弯头(刚)-
话题: 工程造价xh351311268
-
话题: 工程造价wanghao0375

最新知识
90°无缝压制弯头(刚)-
话题: 工程造价buyaowenwo16
专题概述
90°无缝压制弯头(刚)知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关90°无缝压制弯头(刚)最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:90°无缝压制弯头(刚)
相关话题
资料下载
相关资讯
90°无缝压制弯头(刚)相关专题
- 直径90的不绣钢管子
- 截图中要不要设置90度弯头
- 硬度HS90相当于HRC多少度
- 圆管90度弯头的平面放样
- 海尔jh90g油烟机什么价格
- 海尔消毒柜eqd90-9的价格
- 恒飞电缆jzr-bv-90什么意思
- 机械挖土90%人工挖土10%
- 工程造价实习日志90篇
- 无锡90平米的房子多少钱
- 广州花岗岩地层连续刚构桥钻孔灌注摩擦桩施工案例分析
- 李刚房地产导刊论建筑施工管理安全和质量管理
- 预应力混凝土连续梁刚构合龙段及体系转换施工工艺
- 大跨度预应力混凝土连续刚构桥主梁线形控制参数敏感性分析
- 体外预应力混凝土连续刚构桥
- 本月刚新更新深圳某装修公司预算表
- 刚芯CFRTPPP100热力管道资料
- 建筑工程管理铁路跨公路刚构连续梁特大桥施工方案精编
- 复杂条件下大跨度双线铁路连续刚构桥综合施工技术
- 大跨径预应力混凝土连续刚构桥的现状及其发展趋势分析
- 精轧螺纹钢控冷轧制工艺实践何正刚
- 剖析跨公路现浇刚构连续梁支架设计验算与施工控制
- 外连式水平加劲肋梁柱刚接节点计算(腹板螺栓连接)
- 仓库金刚砂耐磨地面一次成型施工工法
- 大跨度PRC框架顶层边柱节点先铰后刚的设计与施工
- Y型墩预应力混凝土连续刚构桥施工监控关键技术
- 大跨度连续箱梁刚构桥施工阶段局部应力
- 90°无缝压制弯头(钢)
- 90°无缝对焊弯头
- 90°无缝弯头
- 90°是顺水(等径)三通
- 90°是顺水(等径)三通(带检口)
- 90°曲(CPVC)
- 90°有口弯头
- 90°有缝钢弯头
- 90°柔性给水铸铁弯头
- 90°柔性铸铁Ty三通
- 90°柔性铸铁弯头
- 90°检查口
- 90°检查口弯头
- 90°檐槽阳角
- 90°檐槽阴角
- 90°正三通
- 90°正三通(顺水)
- 90°正四通
- 90°污水井座
- 90°沉泥室井座
- 90°沟槽式弯头
- 90°沟槽弯头
- 90°注塑弯头
- 90°注塑弯头(PE安全燃气管用)
- 90°注塑弯头(焊制注塑特异径管用)
- 90°渐缩异径弯头
- 90°热熔弯头
- 90°焊制弯头
- 90°焊制弯头(PE安全燃气管用)
- 90°焊制弯头(焊制注塑特异径管用)