平面磨床
磨床的一种。主要用砂轮旋转研磨工件以使其可达到要求的平整度,根据工作台形状可分为 矩形工作台和圆形工作台两种,矩形工作台平面磨床的主参数为工作台宽度及长度, 圆形工作台的主参数为工作台面直径。根据轴类的不同可分为卧轴及立轴磨床之分。 如M7432立轴圆台平面磨床,4080卧轴矩台平面磨床。

平面磨床基本信息
| 中文名称 | 平面磨床 | 机床重量 | 5000kg |
|---|---|---|---|
| 电机总功率 | 34KW | 机床尺寸 | 3075×2495×1600 |
数控双端面磨床:MK7650A、B
本机床适用于小型号轴承内、外套圈的两平行端面磨削,也可用于活塞环、气门座、阀片及其他圆形和异形工件磨削加工。
机床结构为卧式布局,磨头进退导轨采用交叉滚子导轨,刚性好、精度高、使用寿命长、维修方便。
机床采用贯穿式,皮带辊轮送料,连续磨削的工艺方法,并可配有自动上料提升机构。
数控双端面磨床:MK7650A、B机床工作精度:
平行度(工作直径)≤50 0.002mm
50-80 0.003mm
80-110 0.005mm
厚度差 ≤0.01mm
表面粗糙度: Ra0.32μm
平面磨床造价信息
平面磨床操作须知
定位
机床应在最大运动空间外再预留300mm以上,每个底脚螺丝吃紧,台面前后及左右水平在0.04/1000mm以内。(安装变频器的要求需更高)
每三个月检察,调整工作台面水平,吃紧每个底脚螺丝。
砂轮
所选砂轮须能承受周转速2000m/min以上。
禁止使用有破损之砂轮。
新砂轮装上法兰必须做平衡。
进行正式磨削前,砂轮需空转5分钟。
最大进刀量行程800mm以下磨床为0.03mm,800mm以上磨床为0.05mm
主轴
安装砂轮前须确定主轴为顺时针方向旋转。
开机时,须先开主轴后开冲水。
液压装置
平面磨床使用粘度为46号液压油。
新机在使用三个月后需更换液压油,以后则每年更换一次,同时须清洁油箱。
每天检查液压油油位,油位应保证在最低与最高线之间。
液压马达启动前,须确定流量调速杆在关闭位置。
须先开吸磁后开液压
润滑装置
润滑油使用粘度为32号的导轨润滑油。(推荐美威达1号或1405号)
每天确认油箱(池)油量,保证在下线以上。
每周检查导轨油路是否通畅,杜绝导轨失油。
建议每三个月油箱清洗一次。
润滑脂按规定定期加注。
左右机构
禁止在工作台运动时调整左右行程。
当工作台钢索松动时,应立即做调整。(本条适用手动机型)
冲水及吸尘装置
吸尘箱过滤网每两周须清洁一次。
冷缺水箱每一个月须清洗一次。
禁止使用空气枪清洗平面磨床
平面磨床基本分类
磨削工件平面或成型表面的一类磨床。主要类型有卧轴矩台、卧轴圆台、立轴矩台、立轴圆台和各种专用平面磨床。
①卧轴矩台平面磨床:工件由矩形电磁工作台吸住或夹持在工作台上,并作纵向往复运动。砂轮架可沿滑座的燕尾导轨(见机床导轨)作横向间歇进给运动(见机床),滑座可沿立柱的导轨作垂直间歇进给运动,用砂轮周边磨削工件,磨削精度较高。
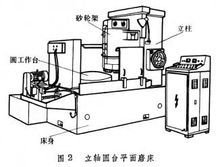
②立轴圆台平面磨床:竖直安置的砂轮主轴以砂轮端面磨削工件,砂轮架可沿立柱的导轨作间歇的垂直进给运动。工件装在旋转的圆工作台上可连续磨削,生产效率较高。为了便于装卸工件,圆工作台还能沿床身导轨纵向移动。
③卧轴圆台平面磨床:适用于磨削圆形薄片工件,并可利用工作台倾斜磨出厚薄不等的环形工件。
④立轴矩台平面磨床:由于砂轮直径大于工作台宽度,磨削面积较大,适用于高效磨削。
⑤双端面磨床:利用两个磨头的砂轮端面同时磨削工件的两个平行平面,有卧轴和立轴两种型式。工件由直线式或旋转式等送料装置引导通过砂轮。这种磨床效率很高,适用于大批量生产轴承环和活塞环等零件。此外,还有专用于磨削机床导轨面的导轨磨床、磨削透平叶片型面的专用磨床等。
平面磨床常见问题
-
主要是粉尘以及切削液雾造体危害。工作时带口罩可以避免。平面磨床是磨床的一种。主要用砂轮旋转研磨工件以使其可达到要求的平整度,根据工作台形状可分为矩形工作台和圆形工作台两种,矩形工作台平面磨床的主参数为...
-
需要告知是什么牌子什么型号的平面磨床才能回答。
-
平面磨床型号:(1)61开头的.手动平面磨床,比如小型的614,618(2)71开头的,矩形平面磨床,比如大水磨床类的,M7130,M7120,M7140,M7150等(3)73开头的,卧轴圆台平面磨...
项目 | 单位 | MK7650A、B |
工件直径 | mm | Φ20-Φ110 |
工件厚度 | mm | 2-40 |
砂轮尺寸(直径×内径×厚度) | mm | 500×20×60 |
磨头主轴转速 | r/min | 1025 |
磨头移动行程 | mm | 125 |
磨头磨削最小进给量 | mm | 0.001 |
送料速度 | m/min | 5-10.8 |
电机总功率 | Kw | 34 |
机床外形尺寸(长×宽×高) | mm | 3075×2495×1600 |
机床重量 | Kg | 5000 |
双端面磨床:M7650A
本机床主要用于中小型轴承内、外套圈的两个平行端面磨削,也可用于活塞环、气门座、阀板、连杆及其它圆形和接近圆形工件的两个平行端面磨削。
机床采用贯穿式送料方式,送料速度采用交流变频器调速,实现送料速度无极变速。
机床结构为卧式布局,两砂轮的进退导轨采用交叉滚子直线导轨,具有很好的接触刚性,重复定位精度高,使用寿命长,同时维修方便。
工件直径(mm) | 平行差(mm) | 平面度(mm) | 厚度差(mm) | 表面粗糙度Ra(μm) |
25-50 | 0.002 | 0.002 | 0.01 | 0.32 |
50-90 | 0.004 | 0.004 | 0.02 | 0.32 |
90-140 | 0.005 | 0.005 | 0.02 | 0.32 |
140-180 | 0.006 | 0.006 | 0.02 | 0.32 |
主要技术项目
项目 | 单位 | 参数 |
工件直径 | mm | Φ25-Φ180 |
工件厚度 | mm | 2-60 |
砂轮尺寸(外径×内径×厚度) | mm | 600×25×63 |
磨头主轴转速 | r/min | 890 |
磨头移动行程 | mm | 160 |
送料速度 | m/min | 2-11 |
电机总功率 | kw | 40 |
机床外形尺寸(长×宽×高) | mm | 3350×2600×1650 |
机床重量 | kg | 8000 |
M7660A、B卧轴双端面磨床
本机床适用于小型号轴承内、外套圈的两个平行端面磨削,也可用于活塞环、气门座、阀片及其它圆形和异型工件端面的磨削加工。
机床结构为卧式布局,磨头进退导轨采用高精度交叉滚子导轨,刚性好、精度高、使用寿命长、维修方便。
机床砂轮的进给、进退和砂轮自动修整均由电气和液压控制。
机床采用贯穿式、皮带辊轮送料,实行连续磨削的工艺方法,并可配用自动上料提升机构。
双端面磨床:M7650A机床工作精度:
平行度(工作直径)≤50 0.002mm
50-80 0.004mm
80-100 0.005mm
厚度差 0.02mm
表面粗糙度: Ra0.63μm
主要技术参数:
平面磨床文献

 平面磨床磨工件时使用垫圈的改进
平面磨床磨工件时使用垫圈的改进
有些工件在平面磨床精磨时,往往需要以一平面为基准面。如精加工齿轮(图1)时,先在带有端磨头的内圆磨床上,使用齿面定心夹具将孔和B端面磨出,然后,在平面磨床上以B端面为基准磨A端面。这时,在B面与平面磨床工作台之间垫一(图2)用铜或铝铆上铁钉的垫圈,工件便能被吸住。一般平面磨床工作台都是靠电磁铁吸住工件,电磁铁的磁极S或
 M7130平面磨床电气控制毕业设计
M7130平面磨床电气控制毕业设计
目 录 第 1章 M7130平面磨床的原理结构 ........................................... 1 1.1 M7130平面磨床的主要结构 .............................................. 1 1.2 M7130平面磨床的原理 .................................................. 2 1.3 电力拖动特点及控制要求 ................................................ 3 1.3.1 电力拖动特点 ...................................................... 3 1.3.2 控制要求 .......................................
全自动平面磨床
1、德清勤龙全自动平面磨床在原有的基础上重新优化了床身、立柱和磨头结构,将工作台行程加长,可以是砂轮罩壳完全退出工作台面,并可以在工作台上安装一个砂轮修整器,能自动修整砂轮;
2、磨头主轴使用新型动静压结构,主轴刚性更好,精度更高,在2980rpm转速时主轴锥面跳动可达0.0005mm;电机使用11/15kw,可以使用砂轮型号(Ф400/350×40×Ф127mm);
3、优化了工作台支撑座,将电机后置,旋转电机使用2.2/4KW,旋转力更大,电磁吸盘使用同心圆台面,铜线圈吸盘,台面隔磁采用巴氏合金浇筑;
4、提升X轴Z轴丝杆和床身直线导轨精度等级,将拖板滑块增加到单根导轨3个滑块,加大了工作台的刚性;
5、X轴、Z轴伺服电机更换为绝对值伺服电机,并带有刹车功能,定位更精准,进刀更精准;
6、Z轴进刀带自动碰面对刀功能,碰面即可磨削;
7、新增磨床台面检测厚度功能,在磨削前后磨削后可以立即检测锯片厚度值,不合格重新进行磨削;
8、新增台面自动清洗功能;
9、新增台面自动消除锯片底部真空功能,取片更轻松;
10、磨床水箱增加多级增压过滤功能,彻底去除磨灰等杂质;
11、新型钣金防护罩,更加干净整洁;
平面磨床相对于车床、铣床等采用数控系统较晚,因为它对数控系统的特殊要求。近十几年来,借助cnc技术,磨床上砂轮的连续修整,自动补偿,自动交换砂轮,多工作台,自动传送和装夹工件等操作功能得以实现,数控技术在平面磨床上逐步普及。在近年汉诺威、东京、芝加哥、及国内等大型机床展览会上,cnc磨床在整个磨床展品中已占大多数,如德国blohm公司,elb公司等着名磨床制造厂已经不再生产普通磨床,日本的冈本、日兴等公司也成批生产全功能cnc平磨,在开发高档数控平磨的同时,积极发展中、低档数控平磨。
前几年德国elb公司生产的brilliant系列二坐标cnc成型磨床,其垂直和横向为数控轴,纵向为液压控制,砂轮修整采用安装在工作台上的金刚石滚轮,适用范围较广;super-brilliant系列是三坐标cnc平面和成型磨床,床身用天然花岗岩制成,几何精度极高,导轨用直线滚动导轨,机械驱动无反冲,从而保证工件有较好的表面光洁度;brilliant-future为以上二个系列的改进产品,床身用人造花岗岩制作,纵向用静压导轨,齿形带传动,垂直和横向导轨为预加荷直线滚动导轨,滚珠丝杠传动,三轴cnc控制ac伺服电机,0.5μm的测量分辩率。同时elb公司开发了具有当代最新技术的磨床产品,即以机电一体化和计算机技术为基础的cam-master系列柔性磨加工单元,cad-master系列和compact-master系列磨削加工中心,控制轴最多可达到24轴,另外由于全面推行模块化设计,使专用磨床制造周期缩短,elb公司还开发了多种高效专用磨床,如sfvg100/2专用磨床,具有可倾斜磨头,连续修整,缓进给,斜切入磨削功能,用十一根cnc控制轴,如同一台磨加工中心。英国jones&shipman公司与美国a-b公司开发了a-b8600数控系统用于format5型数控平磨,由cnc控制液压阀,驱动纵向可调速运动,横向与磨头进给用滚珠丝杠副,直流伺服电机驱动,间断式砂轮修整,crt图形模拟显示。同时还可以配用其他型号的数控系统,以满足不同用户的要求。
目前,随半导体集成度的不断提高,新推出的系统在外型上越来越小,结构上越来越紧凑,功能上增加了远程通讯,远程诊断,多机联网等等;操作界面向windows系统靠近,增加鼠标,摇控器等操作件。
fanuc公司主要推出18i、16i、20i、21i系统,siemens是840d、810d、802d均为结构紧凑型系统。还有一些厂商如:台湾精密机械研究发展中心开发的pa8000nt系列cnc控制器,就使用了windowsnc操作系统,和nt即时多工处理核心,单节程序处理速度达2000块/秒,单节预读处理数可达1000块,具有aart(预适应调节技术)及参数最佳化学习功能,可使跟随误差趋近于零,软件加工路径滤波器可降低切削过程中,因加速度变化过大所产生的机械共振,从而改善表面粗糙度;配用伺服灵活,具备 、-10v类比伺服界面,同时提供国际标准的sercos数字伺服通讯界面;plc程序设计有梯形图、结构语句、功能块、指令码、流程图等五种语法,便于设计、沟通和维护;具有计算机远程通讯,即时远程维护功能;控制轴和主轴最多可扩展到64轴,i/o点可扩展到792/528点,采用奔腾处理器,高速plc处理速度达到25k。
世界上除有名的siemens、fanuc等数控系统专业厂已经开发生产了许多适用于平面或成型磨削的系统外,一些平磨生产厂本身也积极开发了适用于其磨床的数控系统。

精密平面磨床基本信息
英文:Precision surface grinding machine
别名:冈野平面磨床、精密磨床、鼎野平面磨床、翔鹰平面磨床、小磨麻、手动磨床、宝成平面磨床、手揺磨床。
大型磨床精度可达0.02,小型磨床精度可达0.001。
平面磨床相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 磨刀机
- HP Compaq 6305 Pro SFF(A8-5500B)
- 开花机
- 双端面磨床
- 瑜伽球
- 自动排水阀
- 坐标磨床
- 石材雕刻机
- 制管机
- 带压开孔
- 易加墨墨盒
- 立轴圆台平面磨床
- 双端面磨平机
- 草坪灯
- SPARK液压拉马
- 焊接机
- 专用平面磨床工作台往复运动的液压系统设计
- 专用平面磨床工作台往复运动的液压系统设计参考
- 毕业设计论文M7130平面磨床电气控制设计
- 可编程序控制器改造高精度平面磨床电控系统
- 机床电气控制系统数控平面磨床的加工程序要求
- 树脂混凝土在大型数控龙门平面磨床上应用
- M7120平面磨床PLC课程设计说明手册
- 价值工程在MM7132A平面磨床上应用
- M7130平面磨床电气控制线路设计
- M7130平面磨床电气故障诊断与维修
- HZ-K1610型数控龙门式平面磨床
- M7130平面磨床电气控制线路设计
- M7130平面磨床电气故障诊断与维修
- M7120平面磨床PLC课程设计说明书
- M7130平面磨床电气控制毕业设计
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
拆边机
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
电梯平层准确度
建设部关于开展城市规划动态监测工作的通知
广州利好来电气有限公司
四川中泽盛世招标代理有限公司