埋弧焊丝
埋弧焊丝是焊接材料中的一种,用于碳钢相应强度较低合金钢焊接。
埋弧焊丝基本信息
| 中文名 | 埋弧焊丝 | 含 义 | 用于碳钢相应强度较低合金钢焊接 |
|---|---|---|---|
| 焊接材料 | 焊丝和焊剂 | 焊缝取决于 | 焊丝和焊剂 |
焊接材料是由焊丝和焊剂组合而成的,埋弧焊接时,焊缝成分和性能是由焊丝和焊剂共同决定的。埋弧焊丝的选择既要考虑焊剂成分的影响,又要考虑母材成分的影响。为达到所要求的焊缝金属成分,也可采用一种焊剂(熔炼焊剂)与几种焊丝配合。也可采用一种焊丝与几种焊剂(烧结焊剂)配合。
埋弧焊丝造价信息
名称解释
焊接材料是由焊丝和焊剂组合而成的,埋弧焊接时,焊缝成分和性能是由焊丝和焊剂共同决定的。埋弧焊丝的选择既要考虑焊剂成分的影响,又要考虑母材成分的影响。为达到所要求的焊缝金属成分,也可采用一种焊剂(熔炼焊剂)与几种焊丝配合。也可采用一种焊丝与几种焊剂(烧结焊剂)配合。2100433B
埋弧焊丝常见问题
-
您好。很高兴能为您解惑。关于埋弧焊丝的材质这个得看母材是什么材质才能确定,像最常见的压力容器母材是16MnR,那一般就用H10MnSi,其他材料就对应用相应的焊材。
-
齿轮要求有强度和耐磨性.碳素钢焊接要求强度时最好用碱性焊条E5015,E5016都可以.如果是堆焊焊完后做一个局部热处理(表面淬火)
-
国企业链提供埋弧焊丝、您还可以了解埋弧焊丝价格、埋弧焊丝规格型号、功能、参... J421 E4313 E6013 ...
埋弧焊丝文献

 材料见证记录埋弧焊丝
材料见证记录埋弧焊丝
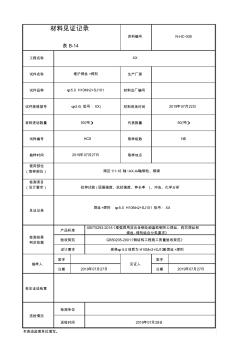
工程名称 试件名称 生产厂家 试件品种 材料出厂编号 试件规格型号 材料进场时间 材料进场数量 代表数量 试样编号 取样组数 抽样时间 取样地点 使用部位 (取样部位) 检测项目 (设计要求) 见证记录 签字 签字 日期 日期 有见证送检章 送检时间 2019年07月28日 本表由监理单位填写。 检测结果 判定依据 抽样人 送检情况 资料编号 见证人 2019年07月27日 2019年07月27日 检测单位 焊丝+焊剂 φ5.0 H10Mn2+SJ101 批号: XX 产品标准 GB/T5293-2018《埋弧焊用非合金钢及细晶粒钢实心焊丝、药芯焊丝和 焊丝 -焊剂组合分类要求》 验收规范 GB50205-2001《钢结构工程施工质量验收规范》 设计要求 规格φ 5.0材质为H10Mn2+SJ101的焊丝 +焊剂 HC8 1组 2019年07月27日 南区1/1-18 轴~
 埋弧焊丝层绕机的电气控制
埋弧焊丝层绕机的电气控制
介绍埋弧焊丝层绕机的组成和各部分功能,其电气部分主要由ABB变频器、西门子S7-200型PLC、人机界面、排线步进电机及其驱动器组成,给出系统控制框图和变频器设定参数,简述控制原理。重点说明收、放线变频器采用转矩、速度相互切换功能,实现正向收线和反向倒线的恒线速度、恒张力控制过程。该机省去了传统层绕设备中间的活套张力机构,降低了设备制造成本。使用表明,该机性能安全可靠,能根据要求用不同的线径层绕出多种规格的产品。
| 材料名称 | 品牌 | 规格/型号 | 材质 | 批发价(元) | 零售价(元) | 计量单位 | 厂商 | 信息发布时间 |
| 不锈钢埋弧焊丝 | Φ3.2 | 308Ti(321) | 30.5 | kg | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 不锈钢埋弧焊丝 | Φ4 | 308Ti(321) | 30.5 | kg | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 不锈钢埋弧焊丝 | Φ2.5 | 309 | 37.5 | kg | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 不锈钢埋弧焊丝 | Φ3.2 | 309 | 36.5 | kg | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 不锈钢埋弧焊丝 | Φ4 | 309 | 36.5 | kg | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 不锈钢埋弧焊丝 | Φ2.5 | 309L | 39.5 | kg | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 不锈钢埋弧焊丝 | Φ3.2 | 309L | 38.5 | kg | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 不锈钢埋弧焊丝 | Φ4 | 309L | 38.5 | kg | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 不锈钢埋弧焊丝 | Φ2.5 | 309LSi | 40.8 | kg | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 不锈钢埋弧焊丝 | Φ3.2 | 309LSi | 39.8 | kg | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 不锈钢埋弧焊丝 | Φ4 | 309LSi | 39.8 | kg | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 不锈钢埋弧焊丝 | Φ2.5 | 310 | 52.0 | kg | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 不锈钢埋弧焊丝 | Φ3.2 | 310 | 51.0 | kg | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 不锈钢埋弧焊丝 | Φ4 | 310 | 51.0 | kg | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 不锈钢埋弧焊丝 | Φ2.5 | 316 | 38.5 | kg | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 不锈钢埋弧焊丝 | Φ3.2 | 316 | 37.5 | kg | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 不锈钢埋弧焊丝 | Φ4 | 316 | 37.5 | kg | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 不锈钢埋弧焊丝 | Φ2.5 | 316L | 39.5 | kg | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 不锈钢埋弧焊丝 | Φ3.2 | 316L | 38.5 | kg | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 不锈钢埋弧焊丝 | Φ4 | 316L | 38.5 | kg | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 盘元 | Φ5.5-Φ20.0 | 304 | 14300.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 盘元 | Φ5.5-Φ20.0 | 304L | 15300.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 盘元 | Φ5.5-Φ20.0 | 321 | 17300.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 盘元 | Φ5.5-Φ20.0 | 316 | 20600.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 盘元 | Φ5.5-Φ20.0 | 316L | 21600.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 盘元 | Φ5.5-Φ20.0 | 310(S) 2520 | 36000.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ5.0-Φ16.0 | 304 | 18000.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ3.0-Φ4.99 | 304 | 19500.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ2.0-Φ2.99 | 304 | 20000.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ1.6-Φ1.99 | 304 | 20500.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ1.2-Φ1.59 | 304 | 21000.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ0.8-Φ1.19 | 304 | 21500.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ5.0-Φ16.0 | 304L | 19000.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ3.0-Φ4.99 | 304L | 20500.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ2.0-Φ2.99 | 304L | 21000.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ1.6-Φ1.99 | 304L | 21500.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ1.2-Φ1.59 | 304L | 22000.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ0.8-Φ1.19 | 304L | 22500.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ5.0-Φ16.0 | 321 | 20500.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ3.0-Φ4.99 | 321 | 22000.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ2.0-Φ2.99 | 321 | 22500.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ1.6-Φ1.99 | 321 | 23000.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ1.2-Φ1.59 | 321 | 23500.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ0.8-Φ1.19 | 321 | 24000.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ5.0-Φ16.0 | 316 | 26000.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ3.0-Φ4.99 | 316 | 27500.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ2.0-Φ2.99 | 316 | 28000.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ1.6-Φ1.99 | 316 | 28500.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ1.2-Φ1.59 | 316 | 29000.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ0.8-Φ1.19 | 316 | 29500.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ5.0-Φ16.0 | 316L | 27000.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ3.0-Φ4.99 | 316L | 28500.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ2.0-Φ2.99 | 316L | 29000.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ1.6-Φ1.99 | 316L | 29500.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ1.2-Φ1.59 | 316L | 30000.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ0.8-Φ1.19 | 316L | 30500.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ5.0-Φ16.0 | 310(S) 2520 | 38000.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ3.0-Φ4.99 | 310(S) 2520 | 41000.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ2.0-Φ2.99 | 310(S) 2520 | 42000.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 | ||
| 光亮丝 | Φ1.6-Φ1.99 | 310(S) 2520 | 42500.0 | t | 江苏荣明不锈钢有限公司 | 2013-11-26 |
1)焊接材料:酸性碳钢焊条、碱性碳钢焊条、低合金钢焊条、不锈钢焊条、堆焊焊条、铸铁焊条、铝合金焊条、铜合金焊条、铜基钎料、银基钎料等各类钎料,低合金埋弧焊丝及焊剂、碳钢埋弧焊丝及焊剂、不锈钢埋弧焊丝及焊剂、各类焊带、低合金钢药芯焊丝、碳钢药芯焊丝、碳钢实心焊丝、铝合金焊丝、堆焊药芯焊丝、高强钢焊丝、自保护药芯焊丝等产品市场准入检验及委托检验。
2)钢板:碳素钢、合金钢、复合钢板、高强钢、钢筋、铸件、耐磨钢等的理化性能委托检验。
3) 焊接工艺:各类钢材的焊接工艺评定,包括新开发钢材的焊接工艺、焊接钢板的热处理规范、焊接材料 的焊接工艺参数制订等。
4)承担焊接材料科研成果的鉴定检验。
5)对实行生产许可证产品的质量、重要新产品投产的鉴定、产品质量的认证检验和复检。
6)承担国家指定的焊材的质量监督检验、仲裁检验、委托检验及市场准入产品检验等。
目前,我们已成功研发出适用于ACPR1000机组用碳钢系列的焊条、实心焊丝、药芯焊丝、埋弧焊丝焊剂,不锈钢系列的焊条、实心焊丝、焊带焊剂,低合金钢系列的焊条、金属粉型药芯焊丝,镍基合金系列的焊条和焊丝等核级焊材。
李贤材
7月20日,国家能源局在北京组织召开核电重大专项课题成果总结及推广应用交流会。会上,国家能源局副局长李凡荣表示,我国核电重大专项课题CAP1400大型先进压水堆及高温气冷堆已进入总结收官阶段。他介绍,作为核电重大专项知识产权创新成果之一,核级焊材研制的成功改变了我国核电焊接材料长期依赖进口的局面。
“核电重大专项实施之前,所有的核级焊材都是引进的。通过核电重大专项的实施,很多材料,包括像换热器里面U形管,原来都是要从国际上进口,而且人家经常卡我们,现在U形管全部实现了自主化。”此前,在7月2日举行的第二十五届国际核工程大会媒体见面会上,国家核电技术公司副总经理、上海核工程研究设计院院长郑明光称,中国引进的三代核电AP1000全球首堆——三门核电站1号机组即将进入装料阶段,这标志着中国引进的三代核电机组逐渐成形,接下来可以批量化推广。

三门核电焊接作业现场
采用进口焊材由于存在供货周期长、生产过程中沟通和监管困难、价格高昂等缺点,已成为影响我国核电发展速度的瓶颈之一,一定程度上影响了我国大力发展核电及核电全面国产化目标的实现。近年来,由国家能源局、科技部等单位发起,由中广核、国核技等核电单位牵头,联合焊材产业的产学研用相关企业,集中了国内焊接材料的原材料供应、研发、生产、应用、评价等领域专家的专业团队,围绕核电用焊材的国产化开展了一系列技术攻关,取得了较好的效果。
小小焊材“捍卫”核电机组国产化
核电站中使用的焊接材料,根据质保等级和性能指标的不同,分为核级焊材和非核级焊材,核级焊材主要用于核级设备的制造和安装。由于国内核级焊材的生产起步较晚,目前主要由国外的制造商供货。但近年来随着国家的大力推动和相关企业的加大研发投入,核级焊材的研发和生产均获得了较大的突破。
2009年7月份,大西洋焊材公司生产的核级焊材成功通过了ASME(美国机械工程师学会)质保审查并报西屋公司认可;同年9月份,首批用于AP1000钢制安全壳焊接的E9018焊条运抵三门核电站工程建设现场,标志着核级焊材国产化进程取得突破。

三门核电一号机组主循环泵
2013年8月份,上海电力修造厂有限公司的核级镍基焊接材料国产化研发及实验平台通过验收。该平台旨在不断完善核安全质保体系,继续深化核级焊材的系列化产品研制,积极探索创新商业模式。
经过两年多的技术攻关,国家能源应用技术研究及工程示范项目“核级焊接材料国产化开发及应用研究”课题组成功研发出适用于ACPR1000机组用碳钢系列的焊条、实心焊丝、药芯焊丝、埋弧焊丝焊剂,不锈钢系列的焊条、实心焊丝、焊带焊剂,低合金钢系列的焊条、金属粉型药芯焊丝,镍基合金系列的焊条和焊丝等核级焊材。其中,9个品种已于2014年3月份和2014年7月份分两批通过中国核能行业协会和中国焊接协会组织的科技成果鉴定,其余品种正在进行第三方试验验证。

CAP1400型压水核电机组亮相科博会
目前,CAP1400机组国家核电重大专项“核电设备用焊接材料研制”课题已取得积极进展,涉及奥氏体不锈钢堆焊焊接材料、堆内构件吊篮筒体用不锈钢焊接材料、690镍基合金焊接材料、低合金钢焊接材料等5个子课题通过阶段评审,具备开展后续第三方评估试验研究的条件。
核电站常规岛是指核电装置中汽轮发电机组及其配套设施和它们所在厂房的总称。常规岛焊接材料目前已经基本实现国产化,但一些特殊品种的焊材,仍然依赖进口。近年来,国内有关单位通过项目攻关的形式,针对一些特殊用途的焊材开展了技术研发,例如,“核电常规岛抗流体冲刷腐蚀用焊接材料研制”项目参与单位成功研制了与钢材完全匹配的WB36CN1钢及20#控铬钢专用焊材,焊材的成分、力学性能、工艺性能等各项指标均与母材匹配良好。此外,该项目参与单位研究制订了国产化抗流体冲刷腐蚀焊材生产制造工艺规范和质量控制技术要求,形成了企业技术标准,项目获2014年全国电力职工技术成果一等奖。

“华龙一号”成功出口拉美
核电焊接材料的国产化得到国家部委的关注。2014年11月份,国家能源局在同意福建福清5号、6号机组工程调整为“华龙一号”技术方案的复函中指出,要充分利用中国目前的核电装备制造业体系,支持关键设备、零部件和材料的国产化工作,强调核级电缆、焊材等关键材料的国产化比例不能低于85%。“华龙一号”机组目前尚未完成所有焊材指标的相关设计工作,可以预期“华龙一号”机型用的核级焊接材料与AP1000机组和CPR1000机组会有所不同。因此,还需通过进一步试验来验证目前已经完成研发的核级焊材能否满足“华龙一号”的要求,如有必要,还需继续优化焊材合金系统及配方的设计,以实现“华龙一号”机组焊材的国产化,支持其“走出去”的战略,并应引起各焊材研发平台的关注。
国产焊材质量在提高 增强终端用户信心
由于焊材产业的蓬勃发展,我国在开展核电用焊材国产化方面具有一定的基础,主要体现在焊材生产企业积极性高、相关配套工业体系较为齐全、企业的研发检测能力不断提高、企业的规模效应以及长期以来对进口核级焊材的应用经验反馈等方面。然而,目前我国核电焊技术与国外的先进技术相比仍存在较大差距,主要体现在产品质量稳定性不足,部分产品的外观、物理性能、焊接工艺性、使用性能等与国外一流产品存在差距,产品在役性能数据缺乏积累等方面。
自2011年开始,国内设计院、研究机构、焊材生产企业等通过不同的研发平台组建研发团队,积极攻克核级焊接材料研制的技术难点,研发焊材在技术上已达到相应设计指标和焊材标准的技术要求,但要实现真正意义上的全面国产化还存在一些问题。

“核电设备用不锈钢、镍基合金焊接材料”通过鉴定
一是部分焊接材料的性能设计指标(如部分微量元素的含量控制)非常严格,小批量研发阶段存在盘条采购困难的情况,仍需要进一步通过试验来优化调整设计指标,使得设计要求与批量化生产的质量稳定性要求达到更优的结合点。以强辐照区的焊材为例,该材料需要进行入堆辐照试验来验证,而入堆辐照试验受制于庞大的支出成本和不确定的试验周期,因此,当前很多团队要么未涉足该类焊材的开发,要么缺少足够的入堆辐照试验数据支撑。
二是焊接材料企业的质量保证体系监查是由使用单位实施,国内只有少数几家企业依据相关ASME标准、RCC-M(法国《压水堆核岛机械设备设计和建造规则》)标准、HAF003核电厂质量保证安全规定文件等编制了企业针对核电焊接材料的质量手册或质量保证大纲。但很多涉及核级焊材生产的企业未建立针对核级焊接材料的生产质量保证体系文件,难以通过质保监查,使得用户对焊材多批次的质量稳定性缺乏足够的信心。
三是我国研发的焊材已经达到针对压水堆不同的核电机型的焊材设计技术指标要求,部分焊材逐步通过应用单位的评价,且碳钢焊材、低合金钢焊材已实现供货,但核一级设备用的焊接材料在推广应用方面还存在很大的困难。一方面是因为近几年国内批复开工建设的核电机组较少,进口焊材供应紧张的状况得到一定缓解;另一方面是因为应用单位对没有核电工程应用业绩的核一级焊材持谨慎保守的态度。
笔者认为,国内各焊材研发平台仍需掌握核级焊材的合金系统及配方设计原理、对性能的影响根本机理,提升核级焊材后续推广应用所需的技术服务能力;加快建立和完善针对高端焊接材料的生产质量保证体系,并切实保证体系有效运行,提升其焊材品质管理能力。此外,各方应创造有利条件,促使焊材应用单位能更深入地介入到焊材的整个研发及性能评价中,使研发生产过程更加透明,增强终端用户应用的信心。
埋弧焊丝相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 时光电冰箱
- pcb焊接技术
- 家用冰箱,空调安装与维修
- 玻璃体浑浊
- SSAW
- 容声冰箱BCD-249RL1DC-ZO22
- 气焊工艺
- 玻璃纤维板
- 互联网电冰箱
- 银焊粉
- 丝印玻璃
- 钢结构工程施工问答实录
- 玻璃桥
- 玻璃钢风管
- 焊工(中级)鉴定培训教材
- 玻璃采光顶
- X100管线钢埋弧焊丝的研究与开发
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 引嫩工程扩建区土壤水盐动态与防治土壤盐碱措施
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 中国工程图学学会成立工程与制造系统集成化分会
- 中国吹制玻璃行业市场前景分析预测年度报告(目录)
- 可替代现有隔热保温材料的新型材料
- 医院病房楼工程施工装饰装修工程施工控制
- 在生活中构筑自然——河南天旺园林工程有限公司剪影
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
拆边机
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
电梯平层准确度
建设部关于开展城市规划动态监测工作的通知
广州利好来电气有限公司
四川中泽盛世招标代理有限公司