金线焊线机
金线焊线机CAE 抗振动设计避免了高速焊接带来的振动· 线性马达,超轻量化及其高硬度焊头设计保证了高速焊接中的高品质·
金线焊线机基本信息
| 中文名称 | 金线焊线机 | 型 号 | FINE PITCH 机型 |
|---|---|---|---|
| 生产公司 | KAIJO 公司 | 规 格 | FB-880 |
金线焊线机
对应 FINE PITCH 机型
FB-880 规格书(简体中文)
KAIJO 公司 焊接机械事业部 日东有限公司翻译
Page 1 of 11
1. 外观
机型 FB-880 提供更加友善的操作界面, 提供高质量, 对应 FINE-PITCH(超 小间距)的金线焊接,更加高速,更加高水准. 机型使用新的相关技术: 依 CAE 设计的低振动性 使用更加高速和高精度的线性马达驱动的 XY 平台 由 VCM 驱动的超轻焊头 双频超声波振动子 使用新的超音波发生系统 使用新的放电系统 新型的打不粘检知系统 图像处理采用 1/3"CCD 摄像头和灰阶辨识标准 可程序控制的聚焦镜头(选项) 全软体控制伺服控制系统 灵活的送料系统及其可程式编辑的料盒交换装置 GUI 操作方式(鼠标和控制球) 大尺寸彩色显示功能 温度,流量控制功能与显示 以太网通讯功能(标准为 HSMS) USB 记忆体界面 可调的供电单元(可选项) 无铅控制电路板
Page 2 of 11
2. 特点
标准配置双频超音波振动子.这样可以针对不同的焊点选择对应的频率,从 而提升焊接的品质减少中断的次数. 针对品种,可选择的超音波完全由软体控制. 放电系统的控制范围变宽,能够稳定形成更大或是更小的金球.同时电流控 制也使得金球更加稳定. 新的打不粘侦测系统适用于更小电容量的产品,每个电极可以通过机台的自 动校正功能找到最适合的侦测条件参数.另外针对不同的应用产品可以选择 电容模式或是高电压模式. 应用灰阶辨识提升了辨识率及其焊接精度,1/3"CCD 摄像机捕获高品质图 像,新型的镜头放宽了 z 方向的范围. 完全由软体控制的伺服系统可自动进行校正,简化伺服调整. 当改变品种或是提升焊接精度时候可以用软盘将坐标记录下来从而减少重 新编辑品种的次数. 128M 的闪存可存储更多的程式. GUI 操作方式采用鼠标和控制球设计. 大尺寸彩色显示器和多种图像功能使得操作更加简单化. 程式化的料盒交换装置和送料系统缩短品种的更换时间,简单地在其他焊线 机的程式上作准确度的再编辑即可. 软体可以从软盘导入,轻松实现软体的升级. 可编程控制的聚焦镜头(可选项)在混晶产品的品种中可以针对高度差很大 的焊接条件进行自动聚焦. HSMS 作为标准项目设定,SECS-1 能根据选项卡使用.当然能像使用 3.5 寸软盘一样使用 USB 记忆体. 使用无铅制程生产的控制电路板更加环保.
Page 3 of 11
3. 规格
3.1.主体
(1)焊接方式 金球超声波热压方式(TS) . (2)可存储品种的数量 内存中最大存储量:1 个类型 最大 3072 条焊线 最大 256 颗 Multi-Chip 注 2
注 2:Multi-Chip 指对点的数量和焊线的数量都相同的晶片.
※(焊线的数量和晶片的数量请联络我们确认. ) 闪存中最大存储量:超过 100 个类型 (208 个管脚,4 个对位点;闪存容量超过 30M) FDD(软盘)中最大存储量:5 个类型(208 个管脚,4 个对位点) ※FDD 中存储程式的数量取决于品种程式和送料程式 的具体条件. 程式化 编辑或是参考坐标磁片 通过 SECS 以太网从电脑主机下载参考坐标. (3)金线直径 标准为 Φ 15 μm ~ Φ 75 μm (其他尺寸金线请联络我们) . (4)标准焊接速度 0.054 秒/线(线弧控制,0.5mm 长,32 μm 以下金线直径) 焊线条件:超音波(US)时间 搜索高度 搜索速度 第一焊点 7ms 第二焊点 5ms
第一焊点 100 μm 第二焊点 100 μm 第一焊点 22.5mm/s 第二焊点 32.5mm/s ※以 FAST 线弧模式为参考
注:焊线的速度依据样品的条件及其焊接的条件不同而有所不同.
(5)重复位置精度 (包括辨识系统,但是不包括自身编辑引起的变化) * ± 2.5 μm (3 δ ) (KAIJO 公司依据 6 倍镜头参考量)
注:重复性依据样品不同有差异.
(6)焊头 驱动
VCM 线性马达
Page 4 of 11
行程 精度
最大 11mm 0.3 μm
荷重 依据线性马达直接数字设定 荷重范围 3~490cN(3~500g) 自动供线 2"轴,长型双凸缘型号,顺时针旋转 (7)超音波 频率 发生器 振动子材料 适用瓷嘴长度 瓷嘴固定长度 功率范围 功率等级 功率时间 超音波开始剖面图 (8)XY Table 平台 驱动 移动范围 精度 (9)焊线范围 最大:X56mm 最大:Y70mm (10)操纵器 控制球 (11)Ball-Up EFO
150KHz 和 60KHz 双频 由 PLL 进行振动频率自动跟踪 钛合金 11mm 7.5mm 0.4A(最大)…(20 Ω 负载) 0~255(第一焊点和第二焊点分别设置) 0~255ms(第一焊点和第二焊点分别设置) 7 种(可选择)
交流线性马达 X72mm×Y70mm 0.1 μm
:CPU 控制 :固定式的放电棒
(12)显微镜 放大倍数 机构运动范围
:7.5~33 倍 :最大范围:X104.5mm×Y67.2mm
(13)警报功能 错误(包括不正常的温度,辨识错误和送料错误等)直接显示在监视器上. (14)进程管理功能 监视器上显示如下的信息:
Page 5 of 11
①产品管理信息 品种的名称 已经生产的数量 使用金线的数量 瓷嘴的磨损量 工作时间/停顿时间 ②错误报警管理信息 焊接报警 焊头报警 辨识报警 送料系统报警 XYZ 马达报警 温度报警 其他报警 ③品质管理信息 热压板温度 气体流量 (15)图像显示功能 焊线的显示 参数的显示 对位点显示 进程管理显示 (16)应用条件 供电电压
:最多输入 15 个字符 :生产的单元数 :以米计算使用量 :打点的数量 :小时和分钟或是分钟和秒(根据选择) :断线,触线和打不粘等 :换能器连接线松脱等 :拒认,跨度等错误
:主加热器,前加热器和后加热器 :空气张力器,供线处,冷却气
:在监视器上显示焊线的坐标 选择的焊线由特定的颜色显示 :图像显示主要的参数 :辨识错误发生时候显示原始图纹及其半自动对位点 :显示进程管理数据的图表
允许电压变化范围 最大耗电量 干燥压缩空气 真空 (17)尺寸与重量 外形尺寸 重量 (18)颜色 主体和外壳盖 操作面板
:单相 200V 50Hz/60Hz 如下单相电压可以选择有效: (AC100V,110V, 120V,210V,220V,230V,240V) :最大 ± 5% :大约 1.5KVA(标准稳定温度) :0.3~0.970Mpa(4~9.9Kg/cm2) :最小-53.32Kpa(最小 400mmHg)
:700mm(宽)×780mm(深度)×1730mm(高) (H:到报警灯顶部 1974mm) :大约 550Kg
:KAIJO 标准浅灰色 :KAIJO 标准浅灰色
Page 6 of 11
3.2.认识系统(图纹辨识单元)
(1) 晶片和支架检测 认识方式 图纹数量 :标准图纹与输入图纹关联处理方式 :123 个/品种
认识范围(2.6 倍镜头) 最大 :0.7mm×0.5mm (运动搜索范围 X ± 1.1mm×Y ± 0.9mm) θ ± 5o(依晶片大小及其表面图纹有所不同) ※ 搜索范围能依 9 种图纹分别设定. 认识精度 :0.7 μm (2.6 倍镜头)0.3 μm (6 倍镜头)
认识速度(标准) 2 点对位 :约 0.12s(大约 5mm 晶片时候) 4 点对位 :约 0.20s(大约 5mm 晶片时候) ※ 如果对于认识的每个点灯光有改变将会降低认识速度. 认识率 :99%以上 ※ 样品图纹变化较大降低认识率. :PAD(电极)1~2 个点;LEAD(支架)0~2 个点 认识点最大可以设置到 4 个点.
认识点
光学系统 摄像机 :1/3"CCD 监视器 :17"彩色显示器 镜头 :双倍放大镜头(x2.6/x6.0) 照明 :侧光和 LED 同轴光照明系统 程式控制自动聚焦镜头(可选项) :聚焦范围+1.0mm-2.0mm :精度 20um (2) 支架检测(支架一侧) 指定 LEAD 支架认识 ALL :认识所有的 LEAD EACH :认识指定的 LEAD 认识的速度 高速模式 :高速模式 0.012s/LEAD(监视器上显示 3 个支架) 高精度模式 :高精度模式 0.036s/LEAD 认识的精度 :0.7 μm (2.6 倍镜头) : 0.3 μm (6 倍镜头)
Page 7 of 11
3.3.传输系统
(1) 送料部 送料的行程 送料的速度 送料分解度 送料的精度 :最大 80mm(包括 5mm 的排出料的行程) :0.8sec/50mm 行程(真空吸附时) :5 μm :支架前端 ± 15 μm (决定送料的精度) 每次送料进程 ± 10 μm 送料的方向 :左 → 右;右 → 左(选项) 轨道宽度设定 :20mm~80mm 从焊线的中心往前后两个方向运动:10mm~40mm 支架标准外形 :宽度:20 mm~80mm 长度:90mm~270mm 厚度:0.1mm~0.5mm
加热 主加热器:最大 350oC 前加热器:最大 200oC 后加热器:最大 200oC 加热块 :根据支架的宽度加热块需要进行更换调整.
(2) 料盒的交换 模式 :垂直堆栈结构 装备料盒的个数 :2~3 个(依照使用料盒的尺寸决定) 推料装置 :气缸推杆 升降机步距设定 :手动设定或是 Key 参数数值设定 升降机的步数 :Key 参数数值设定 导轨宽度设定 :自动测量设定或是 Key 参数数值设定 从焊线的中心往前后两个方向运动:10mm~45mm 适用料盒规格 :宽度:20 mm~90mm 长度:95mm~270mm 高度:100mm~175mm ※ 依赖焊点的位置和品种的形状.
Page 8 of 11
3.4.打不粘检知功能
检测方式 适用品种 最大检知电流 最大检知电压 :AC 型 :电容量大于 5pF :53.2μA(2.5V 应用) :2.5V
3.5.外部通讯(选项)
HSMS :标准项目.由局域网使用 SECS-II 通信 (KAIJO 规格协议) 参考[HSMS external communication interface specification](SECS 通 讯界面规范)具体细节. SECS-1 板卡
:可选择项 (KAIJO 规格协议) 参考[SECS external communication interface specification] SECS 通讯 ( 界面规范)具体细节.
客户构架规格
:另行协商
3.6.选项
(1) 焊接系统 真空泵 空气过滤器 (2) 其他 工具 (3) CE marking :另行协商洽谈 (4) UPS(不间断电源) :选项为 2KVA 容量(超过 2KVA 请具体协商) :从机台分离出来,使用干燥的压缩空气 :从机台分离出来
:六角扳手,螺丝起子等等
注: (1)此规格书为标准机型规格. (2)根据设备性能具体的细节有可能改变,恕不另行通知.
Page 9 of 11
【FB-180 的外观尺寸】
Page 10 of 11
【加热块的宽度表】
标准型 选项① 选项② 选项③ 选项④ 选项⑤ 选项⑥ 主加热块 W58mm(八边形) W16mm(正方形) W24mm(正方形) W32mm(正方形) W40mm(正方形) W48mm(正方形) W58mm(正方形) 样品 W20-80mm 大于 W20mm 大于 W28mm 大于 W36mm 大于 W44mm 大于 W52mm 大于 W60mm
注:请选择宽度比实际焊线面积要大的加热块.
金线焊线机造价信息
金线焊线机常见问题
-
WB焊线设备最常见的问题 就是断线、飞线、打不上火、烧不好球、打不上、等问题。 参数设定原因。压力功率太大、一焊点二焊点时间不够、线尾长度不够、线弧不对、打火电流线径设定不匹配、烧球大小不合适、打火高...
-
你好, 焊线机包括金线机、铝线机、超声波焊线机。一般金线机器多用ASM 铜线焊接方面目前市场最多的就是KS 的CONNX 机器效率非常高,而铝线市面上最吃香的非OE的机器莫属,不过听说OE好像被KS收...
-
是KS8028的焊线机吗,,是焊金线,设置参数在3-4-6里面,LOOD1,是一焊参数,LOOD是2焊,下面是球参数,线弧模式,,总之要根据的实际情况设置,,一般都是一焊参数小点,2焊参数大点,,还有...
金线焊线机文献

 平面LED焊线机整机结构设计及关键部件仿真分析(可编辑)
平面LED焊线机整机结构设计及关键部件仿真分析(可编辑)
分类号 : 学校代号 : : 密级 : 学号 : 广东工业大学硕士学位论文 工学硕士 平面焊线机整机结构设计 及关键部件仿真分析 王林 指导教师姓名、职称 : 昱型法虽』麴援 学科专业或领域名称 : 扭撼鱼王王程 学生所属学院 : 扭血王猩堂医 论文答辩日期 : 窒星生互月兰旦 : : . ,,.., 摘要 摘要 本文根据平面及大功率封装工序中的超声波会线焊接工艺要求 , 研究开发 全自动平面焊线机 ,设计相关机械结构 ,并采用虚拟样机技术对 关键部件进行 仿真分析 ,设计方案具有一定的理论意义和实际应用价值。 本论文完成平面焊线机主要机构设计及仿真部分包括以下几方 面的工作 : 支架供送机构的设计 ;该机构是支架从上料、过片、焊接、下料 等 整个工作坏节的主要部分 ,本设计重点包括了料盒式上、下料机 构和送料机构的设 计。 上、下料机构采用料盒形式 ,实现不同规格
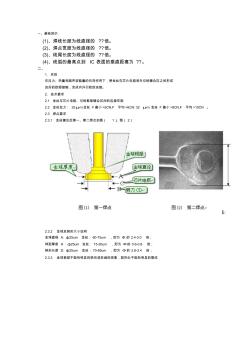 LED焊线要求
LED焊线要求
一、基础知识 (1)、焊线长度为线直径的 ??倍。 (2)、焊点宽度为线直径的 ??倍。 (3)、线尾长度为线直径的 ??倍。 (4)、线弧的最高点到 IC 表面的垂直距离为 ??。 二、 1. 目的 在压力、热量和超声波能量的共同作用下,使金丝在芯片电极和外引线键合区之间形成 良好的欧姆接触,完成内外引线的连接。 2. 技术要求 2.1 金丝与芯片电极、引线框架键合区间的连接牢固 2.2 金丝拉力: 25μm金丝 F最小 >5CN,F 平均 >6CN: 32 μm 金丝 F 最小 >8CN,F 平均 >10CN 。 2.3 焊点要求 2.3.1 金丝键合后第一、第二焊点如图( 1)、图( 2) 2.3.2 金球及契形大小说明 金球直径 A: ф25um 金丝: 60-75um ,即为 Ф 的 2.4-3.0 倍; 球型厚度 H:ф25um 金丝: 15-20um ,即为 Ф的 0.6-0
金线焊线机相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 医用电梯
- 红外高速球机
- 电子设备
- 外墙砖
- 里氏硬度计
- 内墙砖
- 输送网带
- 陶瓷墙砖表面处理剂
- 墙砖
- 静电喷涂
- 尊道墙面砖
- 白碗莲
- 新型城市轨道交通
- 附墙砖垛
- RK-NB630全自动堆焊机
- 中国墙砖交易网
- 柴油机高压喷油管用钢、高压喷油管及其制造方法
- 印度EPC电站项目竞标中降低汽轮机热耗的策略
- 云南绿水河二级电站4号水轮机增容技术改造效果分析
- 在数控机床上通过监视主轴电机负荷实时监控刀具寿命
- 一拖多变频空调产品测试系统与室外机通信接口
- 以电动葫芦为起升机构的简易强制式升降机钢丝绳检验
- 应急柴油发电机组安装00D272机组冷却方式
- 有机硅憎水剂对发泡水泥复合保温板性能的影响_胡君
- 在长距离隧道施工中可更换螺旋机耐磨块的实用性
- 中国机床行业第一项原创检测国际标准制订
- 低摩擦低泄漏新型旋转式空调压缩机的设计与分析
- 中国农业机械流通协会第三次会员代表大会
- 张河湾公司计算机监控系统国产化改造可行性
- 中国建设银行凭证机打软件V2.0(内部使用说明)
- 在国土资源部全面推进地质找矿新机制座谈会上的致辞
- 政府采购代理机构管理暂行办法财库〔2018〕2号
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
上海地铁维护保障有限公司通号分公司
拆边机
甘肃中维国际招标有限公司
大山槟榔
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司