焊缝尺
焊缝尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成,是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。
焊缝尺主要有主尺、高度尺、咬边深度尺和多用尺四个零件组成,是一种焊接检验尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。
适用于锅炉、桥梁、造船、压力容器和油田管道的测检。也适用于测量焊接质量要求较高的零部件。2100433B
焊缝尺造价信息
焊缝尺常见问题
-
焊缝尺寸是指焊接部位焊缝的饱满度(一般是指焊缝的高度,长度),可以用焊接检验尺进行测量。焊缝尺寸符号及标注要求: 一般要求:基本符号必要时可附带有尺寸符号及数据,尺寸符号主要有: &nb...
-
焊缝尺寸是指焊接部位焊缝的饱满度(一般是指焊缝的高度,长度),可以用焊接检验尺进行测量.焊缝尺寸 检测标准:http://wenku.baidu.com/link?url=TuRJFV9wzUGMo5...
-
HF是焊缝高,指45度焊接成型后,斜向中点至交叉点的垂直距离为焊高。 预算不计算焊缝重量
焊缝尺文献

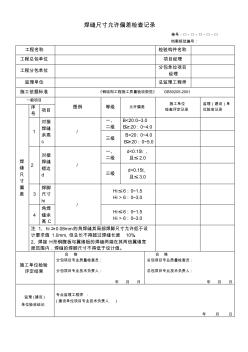 焊缝尺寸允许偏差检查记录
焊缝尺寸允许偏差检查记录
焊缝尺寸允许偏差检查记录 卷号:□-□-□-□-□ 档案规范编号: 工程名称 检验构件名称 工程总包单位 项目经理 工程分包单位 分包单位项目 经理 监理单位 总监理工程师 施工依据标准 《钢结构工程施工质量验收规范》 GB50205-2001 一般项目 图例 等级 允许偏差 施工单位 检查评定记录 监理(建设)单 位验收记录 焊 缝 尺 寸 偏 差 序 号 项目 1 对接 焊缝 余高 c / 一、 二级 B<20:0~3.0 B≥20:0~4.0 三级 B<20:0~4.0 B≥20:0~5.0 2 对接 焊缝 错边 d / 一、 二级 d<0.15t , 且≤2.0 三级 d<0.15t, 且≤3.0 3 焊脚 尺寸 hi / Hi≤6:0~1.5 Hi>6:0~3.0 4 角焊 缝余 高 C Hi≤6:0~1.5 Hi>6:0~3.0
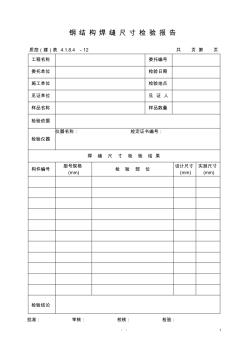 钢结构焊缝尺寸检验报告
钢结构焊缝尺寸检验报告
- - 1 钢 结 构 焊 缝 尺 寸 检 验 报 告 质控(建)表 4.1.8.4 -12 共 页 第 页 工程名称 委托编号 委托单位 检验日期 施工单位 检验地点 见证单位 见 证 人 样品名称 样品数量 检验依据 检验仪器 仪器名称: 检定证书编号: 焊 缝 尺 寸 检 验 结 果 构件编号 型号规格 (mm) 检 验 部 位 设计尺寸 (mm) 实测尺寸 (mm) 检验结论 批准: 审核: 校核: 检验: - - 2
在金属焊接过程中,焊缝过宽、焊脚尺寸过大,不但焊接接头受热严重,引起焊缝晶粒粗大,塑性、韧性下降,而且焊接热影响区较大,易产生焊接应力及变形;再者浪费材料增加成本。
反之,焊缝过窄、焊脚尺寸过小,母材与焊缝可能熔合不良,引起应力集中,同时还使焊缝易产生咬边、裂纹等焊接缺陷,影响接头强度。因此正确确定焊缝尺寸是保证焊接质量的关键。
经过多年的研究,得出了手弧焊、埋弧焊焊缝尺寸的经验计算公式,本经验公式为焊接工艺中确定手弧焊、埋弧焊焊缝尺寸提供了理论依据,具有较强的实用性。
手弧焊焊缝尺寸的经验计算公式
1、对接焊焊缝尺寸经验计算公式
根据板厚及焊接方法要求不同,对接焊缝可分为I形焊缝(即不开坡口对接焊缝)、V形坡口对接焊缝、U形坡口对接焊缝。
(1)I形焊缝宽度的经验计算公式
生产中,一般板厚小于6mm不开坡口,形成I形焊缝,焊缝宽度
C=δ+2 (1)
式中 δ——工件厚度,mm。
(2)带钝边V形对接焊缝宽度经验计算公式
如图1所示带钝边V形坡口焊缝,坡口角度为α,间隙为b,钝边为P,根据解三角形的方法:
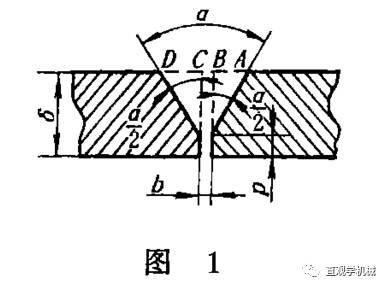
焊缝宽度
C=AB+CD+b+2e
=2(δ-P)tan(α/2)+b+2e
≈δ+3 ⑵
式中e——坡口两边焊缝覆盖宽度,一般取e=1.5~2mm。
取P=2,b=2,α=60°,e=1.5。
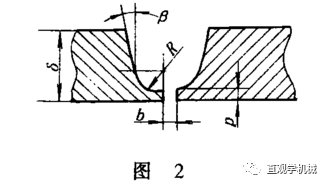
(3)带钝边的U形坡口对接焊缝宽度经验计算公式
如图2所示的带钝边的U形坡口,钝边为P,间隙为b,坡口角度为β,根部半径为R,根据解三角形的方法:
焊缝宽度
C=2(δ-P-R)tanβ+2R+b+2e
≈0.35δ+12.5 ⑶
取P=2,b=2,e=1.5,R=5,β=10°。
2、角焊缝焊脚尺寸的经验计算公式
角焊缝时两焊件接合面构成直角式或接近直角所焊接的焊缝,角焊缝的焊缝尺寸主要是指焊脚尺寸。
如图3所示,
T形接头角焊缝焊脚尺寸
K=δ+2 ⑷
式中δ——两焊件较薄者厚度
3、组合焊缝尺寸的经验计算公式
组合焊缝是指同一接头焊缝由几种不同焊缝组成。
如图4所示即为带钝边V形对焊缝与角焊缝形成的T形接头组合焊缝。
坡口角度为β1,钝边为P,间隙为b,根据解三角形的方法:
焊脚尺寸K=(δ2-P)tanβ1+b+e≈1.2δ2+1.5 (5)
取P=2,b=2,e=2,β1=50°。
埋弧自动焊焊缝尺寸经验计算公式
埋弧自动焊焊缝尺寸
C=δ+10
式中δ——板厚,mm。
该公式与根据《焊接方法及设备》中焊缝熔宽计算公式进行校验,结果基本一致。
(1)本文得出的焊缝尺寸经验计算公式经多年的实际应用证明是正确的,完全能满足生产实际需要;
(2)带钝边V形、带钝边U形等坡口焊缝的焊缝尺寸确定方法,对于类似的坡口形式(如单边V形、双边V形等)可按类似方法计算确定;
(3)按上述方法计算出的焊缝尺寸值,只是一个参数值,实际应用中可视具体情况,在参数基础上略作调整,一般取公差±1mm左右;
(4)该公式简明,容易记忆,使用方便,不仅适用于工程技术人员和操作工人,而且特别适用于经验不足者。
注:
焊缝的宽度主要依据母材的厚度、坡口形式来定,一般情况下焊缝宽度宜超过坡口每 侧2~3mm。 组织缺陷指不符合要求的金相组织、合金元素和杂质的偏析、耐蚀性降低和晶格缺陷等,这类缺陷用无损探伤方法也不能检测到,必须用金相检测等破坏性检验方法,并且需要借助于高倍显微镜才能观察到。 10.2.2.2焊接缺陷的产生原因、危害和防止措施 1.表面及形状缺陷 (1)焊缝尺寸不符合要求各种不同的焊接结构对焊缝的尺寸都有一定的要求。如果焊缝尺寸不符合标准规定,其内部质量再好也认为该焊缝不合格。对焊缝尺寸的要求主要有以下几个指标:余高、宽度、背面余高、焊缝直线度、焊脚高等。 ①焊缝余高过高和不足。如余高指超出表面焊趾连线上面的焊缝金属高度。对接焊缝的余高标准为0~4mm。余高过高会造成接头截面的突变,在焊趾处产生应力集中,降低焊接接头的承载能力。余高不足会使焊缝的有效截面面积减小,同样也会使承载能力降低。 焊缝余高过高和过低是由于焊接工艺参数不合理,尤其是焊接速度快慢及运条方法不当产生的。在同等条件下,焊接电流过小和电弧电压过低,焊缝越窄越高;电弧电压越高,焊缝越宽越平。焊接速度越低,焊缝越高;焊接速度越快,焊缝越低。焊条摆动幅度越大,焊缝越宽越平;摆动幅度越小,焊缝越窄越高。焊条后倾焊缝变高,焊条前倾焊缝变低。多层焊时填充不饱满,立即焊接表面层也会造成焊缝余高不足。立焊时如熔池过大或运条方法不当也会使余高过高。 设计上: 焊件位置的安排要合理。尽量使焊缝对称于构件截面的中心轴。 焊缝尺寸要适当。不得随意增大焊缝的厚度。 焊缝的数量宜少,且不宜过分集中。 应尽量避免两条或三条焊缝垂直交叉。 尽量避免在母材厚度方向的收缩应力。 工艺上: 采取合理的施焊次序。例如分段退焊、分层焊和工字形截面的对角跳焊等。 采用反变形法。 对于小尺寸焊件,采取焊前预热,焊后回火加热至600度左右,然后慢慢冷却,可以消除焊接应力和焊接变形。 采取刚性固定法来控制焊接变形,但增加了焊接应力。 焊缝尺相关推荐
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司
|