钢筋焊接
钢筋焊接是用电焊设备将钢筋沿轴向接长或交叉联接。钢筋焊接质量与钢材的可焊性、焊接工艺有关。可焊性与钢筋含碳、锰、钛等合金元素有关。电焊工艺包括焊接参数与操作水平。
钢筋焊接基本信息
| 中文名 | 钢筋焊接 | 外文名 | Reinforced welded |
|---|---|---|---|
| 影响因素 | 钢材的可焊性、焊接工艺 | 领 域 | 工程技术 |
1.根据设计要求,本工程钢筋连接采用焊接连接,焊接方法为电弧焊和闪光对焊,以电弧焊为主。
2.钢筋焊接施工之前,应清除钢筋、钢板焊接部位以及钢筋与电极接触处表面上的锈斑、油污、杂物等。钢筋端部有弯折、扭曲时,应予以矫直和切除。
3.带肋钢筋闪光对焊、电弧焊时,应将纵肋对纵肋安放焊接。
4.钢筋闪光对焊应选择合适的调伸长度、烧化留量、顶锻留量以及变压器级数,工艺参数确定后不得随意改变。
5.本工程电弧焊采用搭接焊形式,在不具备搭接焊条件时,采用帮条焊,焊接时应符合下列要求。
①焊接时,引弧应在帮条或焊缝处进行,不得烧伤主筋。
②焊接地线与钢筋应紧密接触。
③焊接过程中应及时清渣,焊缝表面应光滑,焊坑应填满。
④接头应采用双面焊缝,条件不具备时,可采用单面焊。
⑤搭接焊时,两连接钢筋轴线应一致。双面焊缝长度不得小于5d,单面焊缝长度不小于10d。
⑥帮条焊时,帮条直径、级别应与被焊钢筋一致,双面焊缝帮条长度不得小于5d,单面焊缝不得小于10d.帮条与被焊钢筋的轴线应在同一平面上,主筋端面间隙应为2——5mm。
⑦焊缝高度应等于或大于0.3d,并不得小于4mm,宽度应等于或大于0.8d,并不得小于8mm。
⑧搭接焊、帮条焊的接头,应逐个进行外观检查,焊缝表面应平顺,无裂纹、夹渣和较大焊瘤等缺陷。
⑨在任一焊缝长度区段内,同一根钢筋不得有两个接头,在该区段内的受力钢筋在受拉区其接头的截面面积占总面积的百分率不超过50%。
钢筋焊接造价信息
1、接头应尽量设置在受力较小处,应避开结构受力较大的关键部位。抗震设计时避开梁端、柱端箍筋加密范围,如必须在该区域连接,则应采用机械连接或焊接。
2、在同一跨度或同一层高内的同一受力钢筋上宜少设连接接头,不宜设置2个或2个以上接头。
3、接头位置宜互相错开,在连接范围内,接头钢筋面积百分率应限制在一定范围内。
4、在钢筋连接区域应采取必要的构造措施,在纵向受力钢筋搭接长度范围内应配置横向构造钢筋或箍筋。
5、轴心受拉及小偏心受拉杆件(如桁架和拱的拉杆)的纵向受力钢筋不得采用绑扎搭接接头。
6、当受拉钢筋的直径d>25mm及受压钢筋的直径d>28mm时,不宜采用绑扎搭接接头。
随着施工的发展,对钢筋笼制作的要求越来越高,新的要求靠手工是无法完成的,比如:采用的主筋直径越来越大,最大直径可达50mm;箍筋采用冷拉带肋高强度螺纹钢,最大直径可达16mm;一个12米长的笼子重量可达8吨;径向或周向并排使用两个主筋;根据承载要求,同一圆周上使用不同直径的主筋,可以节省材料等。这些对笼子的连接都提出了新的要求,在生产施工中要不断实践,以求生产成本低,施工速度快,施工质量高 。2100433B
常用的钢筋焊接方法有:
一、闪光对焊: 用对焊机使两段被焊钢筋接触,通过低电压的强电流,钢筋被加热到一定温度变软后,轴向加压顶锻,形成对焊接头,将钢筋沿轴向接长。根据对焊工艺闪光对焊分为连续闪光焊和闪光一预热一闪光焊,后者用于焊接大直径钢筋。预应力钢筋皆用这种焊接。
二、电弧焊: 用弧焊机使焊条与焊件间产生高温电弧,使焊条和电弧燃烧范围内的焊件熔化,凝固后便形成接头或焊缝。钢筋电弧焊的接头型式有:搭接接头(单面焊缝或双面焊缝)、邦条接头(单面焊缝或双面焊缝)、剖口接头(平焊或立焊)。
三、电渣压力焊:在上、下被焊钢筋间放一小块导电剂(钢丝小球、电焊条等),装上药盒和填满焊药,用交流电焊机接通电路引弧燃烧,待形成渣池、钢筋熔化并稳弧一定时间后,在断电同时,用手动加压机构进行加压顶锻,排除夹渣、气泡,形成接头。这种焊接多用于现浇钢筋混凝土结构构件内竖向钢筋的接长。
四、电阻点焊:点焊机的上、下电极接触交叉的钢筋而接通电流,交叉钢筋的接触点处电阻较大,电流产生的热量将钢筋熔化,同时电极加压使钢筋焊合。用于焊接钢筋网片,钢筋骨架等钢筋的交叉连接。
五、钢筋气压焊:由一定比例的氧气(纯度≥98.5%、瓶装工作压力小于5~10公斤/厘米2)火焰将钢筋端部加热到塑性状态(温度约1320~1340℃),边加热边加压,最终施加3000公斤/厘米2以上的压力,将钢筋焊接在一起。焊接设备有加热器(由混合气管和喷嘴组成)、加压油泵(由油缸和脚踏液压泵组成)和压接器(用来卡紧、调整偏心和压接钢筋)。钢筋下料时不宜用切断机,以免接头呈马蹄形而不能压接,宜用无齿锯锯断 。
钢筋焊接常见问题
钢筋连接是指钢筋的连接方式,钢筋的连接方式主要有绑扎搭接、机械连接、套管灌浆连接和焊接四种。接头应尽量设置在受力较小处,应避开结构受力较大的关键部位。抗震设计时避开梁端、柱端箍筋加密范围,如必须在该区域连接,则应采用机械连接或焊接。在同一跨度或同一层高内的同一受力钢筋上宜少设连接接头,不宜设置2个或2个以上接头。
钢筋焊接文献

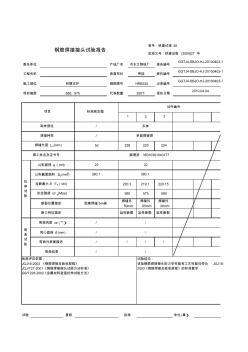 钢筋焊接报告
钢筋焊接报告
表号:铁建试报 48 批准文号:铁建设函 [2009]27 号 试验 复核 单位(章)批准 / 弯 曲 试 验 弯曲角度 α (°) / / / 弯心直径 d (mm) / / 弯曲结果 / 弯曲外表面描述 / / / 断口特征描述 延性断裂 断裂位置描述 距离焊缝 5mm外 焊缝外 50mm 延性断裂 焊缝外 65mm 焊缝外 30mm 延性断裂 580 575 580 焊缝长度 Lh(mm) 公称截面面积 S0(mm 2) 380.1 380.1 焊工姓名及证书号 拉 伸 试 验 公称直径 a(mm) 220.3 22 拉断最大力 Fb(kN) 抗拉强度 σ b(Mpa) 22 219.1 220.15 5d 228 220 224 薛理扬 35010361040177 GGTJ4-SBJO-HJ-20100403-1 2010.04.04 实体 1 报告日期 2 3 20
【学员问题】钢筋焊接网的特点?
【解答】钢筋焊接网的特点:
1、改善混凝土结构性能、提高钢筋工程质量
钢筋焊接网片是在工厂加工而成,网格间距尺寸、钢筋数量准确,克服了传统人工绑扎时由人工摆放钢筋造成间距尺寸误差大、绑扎质量出现漏扎、缺扣的现象。焊接网的网格尺寸非常规整,远超过手工绑扎网。网片刚度大,弹性好,浇注混凝土时钢筋不易局部弯折、不产生变位,混凝土保护层厚度均匀、易于控制,明显提高钢筋工程质量。由于采用纵、横钢筋点焊成网状结构,达到共同均匀受力起粘结锚的目的,加上钢筋断面的横肋变形、增强了与混凝土的握裹力,使得所形成的混凝土结构受弯构件的结构性能得到改善,有效地防止了混凝土裂缝的产生,提高了钢筋混凝土的内在质量。试验研究分析表明:在混凝土路面内配置焊接网铺装层时,可有效减少70%左右的由于荷载或湿度引起的混凝土表面龟裂。对于混凝土受弯板类构件,使用焊接网可以提高板刚度50%左右,提高抗裂性能约30%,有效减少裂缝宽度约50%.
2、提高生产效率、加快施工进度
钢筋焊接网将原来现场制作的全部工序及90%以上的绑扎成型工序全部进行了工厂化生产,除保证钢筋制作、绑扎的质量外,还可大量降低钢筋安装工时,减少用工数量。从济平干渠使用焊接网的南大沙河倒虹吸与采用普通绑扎网的田山沉沙池倒虹吸的比较看,使用焊接网比绑扎网少用人工60%左右,提高钢筋制作安装速度50%左右,大大缩短了工程的施工周期,节约了施工排水费用。即将开工的胶东供水工程,排水问题也是工程施工的难点,钢筋焊接网的使用,将会给工程的顺利进展创造良好的条件。
3、节约钢材、净化施工环境
由于焊接钢筋是一种规模化连续生产方式,可以最大限度减少对钢筋加工过程的损耗,据统计,扣除单元搭接所增加的用钢量后还可以节省钢材2%左右。由于采用工厂化专业化生产,按施工进度运到现场后即吊运至作业面,现场不必设钢筋加工场地,即节约了场地又提高了现场管理水平。同时,还可以解决调直钢筋时所产生的噪音污染等问题,促进了现场文明施工。
4、方便质量控制和工程验收
采用按照产品标准生产的合格焊接网,在安装和验收过程中,只要严格控制和检查网片的搭接长度和锚固长度就可以保证安装质量。安装简单,检查方便。可以有效避免因人为影响而造成的钢筋根数误差和规格错误。免去了验收时检查钢筋规格、间距、钢筋漏扎、绑扎不牢固和错扎等大量的繁琐工作。
以上内容均根据学员实际工作中遇到的问题整理而成,供参考,如有问题请及时沟通、指正。
【学员问题】钢筋焊接网的特点是什么?
【解答】钢筋焊接网的特点:
1、改善混凝土结构性能、提高钢筋工程质量
钢筋焊接网片是在工厂加工而成,网格间距尺寸、钢筋数量准确,克服了传统人工绑扎时由人工摆放钢筋造成间距尺寸误差大、绑扎质量出现漏扎、缺扣的现象。焊接网的网格尺寸非常规整,远超过手工绑扎网。网片刚度大,弹性好,浇注混凝土时钢筋不易局部弯折、不产生变位,混凝土保护层厚度均匀、易于控制,明显提高钢筋工程质量。由于采用纵、横钢筋点焊成网状结构,达到共同均匀受力起粘结锚的目的,加上钢筋断面的横肋变形、增强了与混凝土的握裹力,使得所形成的混凝土结构受弯构件的结构性能得到改善,有效地防止了混凝土裂缝的产生,提高了钢筋混凝土的内在质量。试验研究分析表明:在混凝土路面内配置焊接网铺装层时,可有效减少70%左右的由于荷载或湿度引起的混凝土表面龟裂。对于混凝土受弯板类构件,使用焊接网可以提高板刚度50%左右,提高抗裂性能约30%,有效减少裂缝宽度约50%.
2、提高生产效率、加快施工进度
钢筋焊接网将原来现场制作的全部工序及90%以上的绑扎成型工序全部进行了工厂化生产,除保证钢筋制作、绑扎的质量外,还可大量降低钢筋安装工时,减少用工数量。从济平干渠使用焊接网的南大沙河倒虹吸与采用普通绑扎网的田山沉沙池倒虹吸的比较看,使用焊接网比绑扎网少用人工60%左右,提高钢筋制作安装速度50%左右,大大缩短了工程的施工周期,节约了施工排水费用。即将开工的胶东供水工程,排水问题也是工程施工的难点,钢筋焊接网的使用,将会给工程的顺利进展创造良好的条件。
3、节约钢材、净化施工环境
由于焊接钢筋是一种规模化连续生产方式,可以最大限度减少对钢筋加工过程的损耗,据统计,扣除单元搭接所增加的用钢量后还可以节省钢材2%左右。由于采用工厂化专业化生产,按施工进度运到现场后即吊运至作业面,现场不必设钢筋加工场地,即节约了场地又提高了现场管理水平。同时,还可以解决调直钢筋时所产生的噪音污染等问题,促进了现场文明施工。
4、方便质量控制和工程验收
采用按照产品标准生产的合格焊接网,在安装和验收过程中,只要严格控制和检查网片的搭接长度和锚固长度就可以保证安装质量。安装简单,检查方便。可以有效避免因人为影响而造成的钢筋根数误差和规格错误。免去了验收时检查钢筋规格、间距、钢筋漏扎、绑扎不牢固和错扎等大量的繁琐工作。
以上内容均根据学员实际工作中遇到的问题整理而成,供参考,如有问题请及时沟通、指正。
冷轧光面钢筋焊接网按原材料可分为:冷轧带肋冷轧光面钢筋焊接网、冷拔光圆冷轧光面钢筋焊接网、热轧带肋冷轧光面钢筋焊接网,其中冷轧带肋冷轧光面钢筋焊接网应用最广泛。冷轧光面钢筋焊接网按钢筋的牌号、直径、长度和间距分为定型冷轧光面钢筋焊接网和定制冷轧光面钢筋焊接网两种。
钢筋焊接相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 钢管企业联盟
- 钢管公司站
- 钢管内壁抛丸机
- 钢管机
- 钢索铁架
- 钢纸
- 钢纸原纸
- 钢纸管
- 钢结构工程造价与实例详解
- 钢膜结构
- 钢衬玻璃
- 钢质无缝气瓶
- 钢质辊锻件公差及机械加工余量
- 钢贸风云
- 钢轨折断
- 钢轨探伤史话
- 中、小跨径钢筋混凝土拱桥现浇支架(拱架)设计指南
- 圆形截面钢筋混凝土受弯构件正截面承载力的简化计算
- 应用TAT和SATWE对钢筋混凝土框剪结构
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 应用型人才培养为导向的高等钢筋混凝土结构课程改革
- 整理了一些钢筋对工程量时候容易漏算或者忽视的项目
- 振弦式钢筋计在预应力管桩成桩过程中的安装工艺
- 中国工程建设焊接协会全国优秀焊接工程
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 关于楼板厚度、楼板钢筋保护层厚度保证措施及管理规定
- 关于现行规范钢筋砼深梁设计条款中若干问题讨论
- 公路工程管理用表范本钢筋网质量检验报告单
- 关于建筑工程中钢筋连接方法与质量控制问题论文要点
- 关于钢筋混凝土超高层建筑结构地震反应有关问题
- 基于ANSYS钢筋混凝土梁非线性分析若干问题
- 机械洛阳铲成孔人工清底钢筋混凝土灌注桩施工技术解读
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
拆边机
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
电梯平层准确度
建设部关于开展城市规划动态监测工作的通知
广州利好来电气有限公司
苏州弘创招投标代理有限公司