




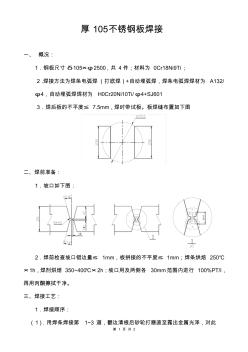
第 1 页 共 2 厚 105不锈钢板焊接 一、 概况: 1.钢板尺寸 δ105×φ2500,共 4件;材料为 0Cr18Ni9Ti; 2.焊接方法为焊条电弧焊(打底焊)+自动埋弧焊,焊条电弧焊焊材为 A132/ φ4,自动埋弧焊焊材为 H0Cr20Ni10Ti/φ4+SJ601 3.焊后板的不平度≤ 7.5mm,焊时带试板。板焊缝布置如下图 二、焊前准备: 1.坡口如下图: 2.焊前检查坡口错边量≤ 1mm,板拼接的不平度≤ 1mm;焊条烘焙 250℃ ×1h,焊剂烘焙 350~400℃×2h;坡口用及两侧各 30mm范围内进行 100%PT/I, 再用丙酮擦拭干净。 三、焊接工艺: 1.焊接顺序: (1).用焊条焊接第 1~3 道,翻边清根后砂轮打磨直至露出金属光泽,对此 第 2 页 共 2 坡口进行 100%PT/I,合格后再用焊条焊接第 4~8道; (2).翻边后用自动埋弧焊

1 不锈钢板焊接工艺 1、 使用范围 本工艺适用于以各种不锈钢为复材、 低碳钢或低合金钢为基材总 厚度大于或等于 4mm的不锈钢复合板的焊接。 2、 焊接材料的选择 2.1焊接材料选用原则 1)复层材料的选用应保证熔敷金属的合金元素的含量不低于复层 材料标准规定的下限值。 2)过渡层的焊条宜选择 25%Cr-13%Ni 型或 25%Cr-20%Ni 型以补 充基层对复层的稀释,对复层含钼的不锈钢复合板,应采用 25%-13%Ni-Mo 型焊条。 2.2 常用不锈钢复合板焊接材料可按下表选取 。 表—1 常用不锈钢复合板过渡层及复层焊接材料的选用 复层材质 过渡层焊接 复层焊接 焊条 牌号 焊条型号 焊条 牌号 焊条型号 焊丝钢号 0Cr18Ni9 A302 A307 A062 A402 A407 E309-16 E309-15 E309L-16 E310-16 E31
怎样焊接不锈钢板相关专题
- 开超市怎样预算和准备
- 开挖机怎样去整平一块土地
- 开挖隧洞的体积怎样计算
- 铠装电缆怎样表示
- 科隆流量计ifc090怎样设置
- 科勒马桶价格怎样贵吗
- 科瑞计算薄怎样汇总
- 客房怎样管理布草不丢失
- 空气管道流量怎样计算
- 空气开关怎样装在卡条上
- 中国焊接学会堆焊及表面工程专委会
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 异种钢焊接接头退火工艺
- 怎样确定消火栓的保护半径和消防水枪的充实水柱长度
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 怎样挑选塑钢门窗——访西安海富特塑钢工程有限公司
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 怎样用PT4115来设计LED照明灯具的驱动电源
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 中国工程建设焊接协会全国优秀焊接工程
- 怎样做好园林工程施工管理工作-2019年文档资料
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 怎样看水电施工图(20200707143951)
- 怎样选择空气开关断路器的型号规格及分断能力的选择
- 怎样正确连接三相电动机接线盒内已混乱的六根引出线
- 关于900t铁路架桥机钢结构焊接工艺采用标准