





工 厂 标 准 汽车产品用焊接符号表示法 代号: Q/JQ106-2003 安徽江淮汽车股份有限公司 2003年 9月 24日 本标准是 GB324-88《焊缝符号表示法》、GB5185-85《金属焊接及钎焊方法在图样 上的表示法》、GB12212-90《焊接符号的尺寸、比例及简化表示法》三项标准的综合、 简化形式。 1、 主题内容及适用范围 本标准规定了汽车产品常用的焊缝符号、焊接方法代号 本标准规定的符号适用于金属熔化焊及电阻焊 本标准规定的焊接方法代号适用于金属焊接及钎焊 2、 引用标准 GB324-88 焊缝符号表示法 GB5185-85 金属焊接及钎焊方法在图样上的表示法 GB12212-90 焊接符号的尺寸、比例及简化表示法 3、 总则 3.1 图样上的焊缝符号和焊接方法代号应符合本标准规定 3.2 焊缝符号一般由基本符号和指引线组成,必要时可加辅助符号,补充符号和焊缝 尺寸,
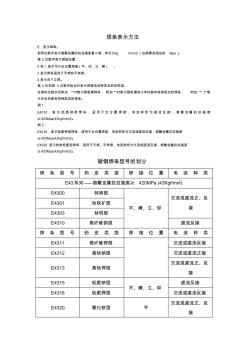
焊条表示方法 E,表示焊条。 前两位数字表示熔敷金属的抗拉强度最小值,单位为㎏ f/mm2(应换算成相应的 Mpa)。 第 3 位数字表示焊接位置: 0和 1表示可以全位置焊接(平、仰、立、横) 。 2表示焊条适用于平焊和平角焊。 4表示向下立焊。 第 3 位和第 4 位数字组合时表示焊接电流种类及药皮类型。 在第四位数字后附加 “R“表示耐吸潮焊条, 附加“M“表示耐吸潮和力学性能有特殊规定的焊条, 附加“-1“表 示冲击性能有特殊规定的焊条。 例 1: E4315, 表 示 低 氢 钠型 焊 条 , 适 用 于全 位 置 焊 接 , 电 流 种类 为 直 流 反 接 , 熔 敷 金属 抗 拉 强 度 ≥420Mpa(43kgf/mm2)。 例 2: E4316,表示低氢钾型焊条,适用于全位置焊接,电流种类为交流或直流反接,熔敷金属抗拉强度 ≥420Mpa(43kgf/mm2)。 E43
热门知识
间断焊接表示方法-
话题: 工程造价fgl6000000
精华知识
间断焊接表示方法-
话题: 造价软件FTX7842566
最新知识
间断焊接表示方法
相关问答
间断焊接表示方法-
话题: 造价软件happydayszl


专题概述
间断焊接表示方法知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关间断焊接表示方法最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:间断焊接表示方法
相关话题
资料下载
-
`
- 焊条表示方法及对照表 `
- 型材表示方法 `
- H钢表示方法 `
- 电缆表示方法 `
- 阀门表示方法. `
- 阀门表示方法 `
- 阀门表示方法 `
- 焊缝符号表示方法 `
- 接线端子代号表示方法 `
- 接线端子代号表示方法
相关资讯
间断焊接表示方法相关专题
- 无醛乙醇和无水乙醇的区别
- 卡美尔净水机怎么按装
- 卡旺卡的净水系统是谁做的
- 开槽水曲柳饰面板怎么做
- 开船时为什么旁边喷水
- 卡特挖机大油门水温高
- 开饭店泔水怎么处理的
- 开放漆属于清水清
- 开个防水卷材厂生意好
- 开净水厂要注意什么
- 有软弱下卧层时确定天然地基上基础底面积的简便方法
- 以水利项目为例分析社会稳定风险评估方法与要点
- 医院手术部新风机组盘管冬季冻裂问题分析及防止方法
- 再谈VRV空调系统设计与施工中有关问题的解决方法
- 有关CAD技术在水利工程设计中的实际应用方法
- 柴油机高压喷油管用钢、高压喷油管及其制造方法
- 用于制冷系统稳定运行时制冷剂分布测试的新方法
- 基于风险接受准则的建筑工程风险评价和决策方法
- 有限元解Biot固结方程时初始参数选取方法
- 智能建筑工程监理过程中的几个问题及处理方法
- 中厚板生产线升级改造设备中心线基准的测量方法
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 指标设置与测度方法
- 永久船闸旁侧泄水箱涵施工方案的选择及主要施工方法
- 应用卡耶里(CAYERE)方法测量联接法兰面水平
- 影响底框结构抗震性能多因素的相关性及判别方法
- 枣庄膜结构车棚施工准备枣庄膜结构车棚夏季维护方法