





焊缝余高的精确测量和控制是埋弧焊管焊接质量的重要保证。采用40型通用焊接检验尺测量钢管纵向焊缝余高时,由于测量工具和操作等方面的原因,会产生一定的测量偏差,影响产品质量评价。分析了采用40型通用焊接检验尺测量钢管纵向焊缝余高时产生测量偏差的原因,并提出了具体、可行的修正方法。
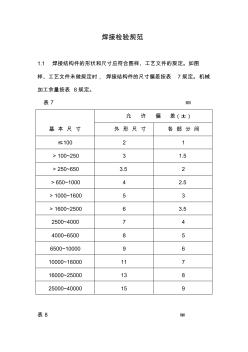
焊接检验规范 1.1 焊接结构件的形状和尺寸应符合图样、工艺文件的规定。如图 样、工艺文件未做规定时, 焊接结构件的尺寸偏差按表 7规定。机械 加工余量按表 8规定。 表 7 ㎜ 基 本 尺 寸 允 许 偏 差(±) 外 形 尺 寸 各 部 分 间 ≤100 2 1 >100~250 3 1.5 >250~650 3.5 2 >650~1000 4 2.5 >1000~1600 5 3 >1600~2500 6 3.5 2500~4000 7 4 4000~6500 8 5 6500~10000 9 6 10000~16000 11 7 16000~25000 13 8 25000~40000 15 9 表 8
热门知识
焊接检验尺使用视频-
话题: 工程造价daitianjun
-
话题: 装修工程dunniuchang
精华知识
焊接检验尺使用视频-
话题: 工程造价zhengyi528
-
话题: 工程造价zyy898zyyu
-
话题: 工程造价d444623389
最新知识
焊接检验尺使用视频-
话题: 工程造价anhuibofeng
焊接检验尺使用视频相关专题
- 铸铁阀门有裂缝怎么焊接
- 建筑施工中钢筋焊接长度
- 焊接法兰阀门需要法兰片不
- 焊接钢管内防腐怎么施工
- 焊接施工单价如何确定
- 焊接式阀门如何试压
- 工地大门是怎么焊接的
- 现执行的国家焊接施工标准
- 干挂石材挂件能否焊接
- 高层建筑均压环焊接
- 智能磨音频谱分析仪(DF-6811A)使用说明书
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 制药用水系统使用点取样阀门的应用设计和选型论文
- 中国信达施工现场智能化管理及视频监控系统设计方案
- 一拖一水泵智能保护水位有线无线控制配电箱使用手册
- 在LaTeX中使用TikZ画图的入门例子V1.5
- 在用工业管道定期检验规程.20030601doc
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 智能建筑综合布线系统安装分项检验批质量验收记录表
- 以电动葫芦为起升机构的简易强制式升降机钢丝绳检验
- 支护工程钢腰梁、混凝土腰梁检验批质量验收记录表
- 园林绿化技术资料仿古混凝土分项工程质量检验评定表
- 圆管涵、盖板涵分项工程质量检验评定表共99页文档
- 执勤防御(护)性器械和报警、通讯设备使用管理规定
- 支架、吊架安装检验批模板
- 中国建设银行凭证机打软件V2.0(内部使用说明)
- 异种钢焊接接头退火工艺