





目前的船舶建造为了提高生产效率,在焊接过程中采用大线能量(热输入超过50kJ/cm)的焊接技术,而大线能量的焊接工艺会导致焊接接头韧性下降,特别是EH级别钢的焊接接头韧性难以达到规范要求。通过从焊接钢板、焊接材料的选择并配合相应的焊接工艺进行试验,并对一系列生产过程进行控制,最终使焊接接头满足力学性能要求,并应用到极地重载甲板运输船的焊接。
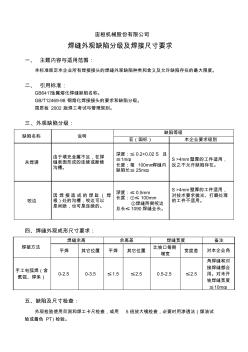
宙桓机械股份有限公司 焊缝外观缺陷分级及焊接尺寸要求 一、 主题内容与适用范围: 本标准规定本企业所有焊接接头的焊缝外观缺陷种类和含义及允许缺陷存在的最大限度。 二、 引用标准: GB6417金属熔化焊缝缺陷名称。 GB/T12469-98 钢熔化焊接接头的要求和缺陷分级。 国质检 2002 版焊工考试与管理规则。 三、外观缺陷分级: 缺陷名称 说明 缺陷等级 亚(国标) 本企业要求级别 未焊满 由于填充金属不足,在焊 缝表面形成的连续或断续 沟槽。 深度:≤ 0.2+0.02 S 且 ≤1mm。 长度:每 100mm焊缝内 缺陷长≤ 25mm。 S >4mm壁厚的工件适用, 反之不允许缺陷存在。 咬边 因 焊接造成的焊趾(焊 根)处的沟槽,咬边可以 是间断,也可是连续的。 深度:≤ 0.5mm 长度:①≤ 100mm ②焊缝两侧咬边 总长≤ 1090焊缝全长。 S >4mm壁厚的工
热门知识
焊接分级别吗-
话题: 造价软件w270007736
精华知识
焊接分级别吗-
话题: 工程造价zhangxingli
-
话题: 工程造价jc_xugongxm
-
话题: 造价软件sorry51888
最新知识
焊接分级别吗-
话题: 工程造价emoleiren3
相关问答
焊接分级别吗-
话题: 造价软件wudan81014_1
焊接分级别吗相关专题
- 铸铁阀门有裂缝怎么焊接
- 建筑施工中钢筋焊接长度
- 焊接法兰阀门需要法兰片不
- 焊接钢管内防腐怎么施工
- 焊接施工单价如何确定
- 焊接式阀门如何试压
- 工地大门是怎么焊接的
- 现执行的国家焊接施工标准
- 干挂石材挂件能否焊接
- 高层建筑均压环焊接
- 原来这就是辨别冷热水管正确方法商家终于肯说实话了
- 中国焊接学会堆焊及表面工程专委会
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 在划分多种专业性作业条件下工程施工组织优化理论…
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 智能建筑综合布线系统安装分项检验批质量验收记录表
- 异种钢焊接接头退火工艺
- 有抗震结构设计要求的建筑必须要使用HRBE钢筋吗
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 招标合同工程建设招标设标合同合同条件(第3部分)
- 中国工程建设焊接协会全国优秀焊接工程
- 中国水利工程协会五大员(资料员)考题B80分截图
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 怎样选择空气开关断路器的型号规格及分断能力的选择
- 整体施工方案施工组织总体设想方案针对性和施工划分