




焊接检验规程 RW/ZY-17.16 Page 1 of 4 1 总则 本规程适用于我公司采用手工电弧焊、钨极氩弧焊及熔化极气体保护焊、电阻焊工艺的各类钢 制结构的焊接检验。 2 人员 从事焊接检验的人员必须是经过相关培训并进行相关考试合格的人员 3 焊前检验 3.1 焊接前对各焊接零部件进行抽检,确认合格后方和进行焊接 3.2焊前检验包括确认构件材质、焊丝、焊条是否符合设计和工艺要求;焊缝部位应无氧化皮、 污、油漆、飞溅物、毛刺和影响焊接的镀层;坡口符合图纸和工艺要求,定位焊点应避开应力 集中区域且不应有烧穿、裂纹、未焊透点、气孔等缺陷。 4 焊接过程检验 4.1 焊接过程检验方式为首检加抽检,首检确认合格后方可进行后续生产。 4.2 焊接过程检验内容为焊接工艺规范、焊接顺序、焊缝装配尺寸、夹具夹紧情况、焊接设备 运行情况等应符合图纸、工艺、标准和相关技术文件的要求;焊接形 式和焊缝尺
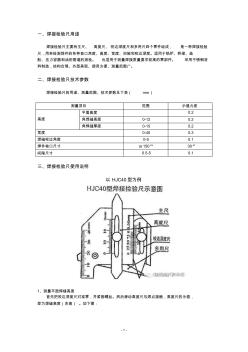
- 1 - 一、焊接检验尺用途 焊接检验尺主要有主尺、 高度尺、 咬边深度尺和多用尺四个零件组成, 是一种焊接检验 尺,用来检测焊件的各种坡口角度、高度、宽度、间隙和咬边深度。适用于锅炉、桥梁、造 船、压力容器和油田管道的测检。 也适用于测量焊接质量要求较高的零部件。 采用不锈钢材 料制造,结构合理、外型美观、使用方便、测量范围广。 二、焊接检验尺技术参数 焊接检验尺的用途、测量范围、技术参数见下表( mm) 测量项目 范围 示值允差 高度 平面高度 0.2 角焊缝高度 0-12 0.2 角焊缝厚度 0-15 0.2 宽度 0-40 0.3 焊缝咬边角度 0-5 0.1 焊件坡口尺寸 ≤150° 30′ 间隙尺寸 0.5-5 0.1 三、焊接检验尺使用说明 以 HJC40型为例 1、测量平面焊缝高度 首先把咬边深度尺对准零,并紧固螺丝。然后滑动高度尺与焊点接触,高度尺的示值,
热门知识
焊缝检验哈工大视频-
话题: 工程造价STARSTARSTAR
精华知识
焊缝检验哈工大视频-
话题: 建筑施工cSCEc_PiPeng
最新知识
焊缝检验哈工大视频-
话题: 室内设计2008mylove
-
话题: 装修工程anonymous7
专题概述
焊缝检验哈工大视频知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关焊缝检验哈工大视频最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:焊缝检验哈工大视频
相关话题
资料下载
-
`
- 超声波探伤仪的焊缝检验规范 `
- 高速列车铝合金车体的焊缝检验 `
- 数电答案_哈工大 `
- 哈工大暖通复试资料 `
- 哈工大钢结构09答案 `
- 哈工大钢结构08答案 `
- 焊缝外观检验规范 `
- 焊缝外观检验标准1 `
- 焊缝质量检验_检查标准 `
- 管桩焊缝探伤检验
相关资讯
焊缝检验哈工大视频相关专题
- 考工程的核专业
- 考爆破证一般什么时候发证
- 考法学博士的条件
- 考工程技术员要什么条件
- 考核与考评的区别
- 考取软件工程师证书
- 考系统集成二级工程师
- 考研心理学买哪些书
- 考职称英语有什么用
- 考勤表格式不会画怎么办
- 在用工业管道定期检验规程.20030601doc
- 智能建筑综合布线系统安装分项检验批质量验收记录表
- 以电动葫芦为起升机构的简易强制式升降机钢丝绳检验
- 公路工程管理用表范本索夹制作与防护质量检验报告单
- 关于开展建筑内部装修防火材料见证取样检验工作公示
- 公路工程质量检验评定标准(JTGF802017)
- 公路工程管理用表范本预制桩质量检验报告单
- 公路工程质量检验评定标准JTGF8012004
- 供方检验员培训资料系列之质量知识
- 公路工程管理用表范本锚锭混凝土块体质量检验报告单
- 公路工程管理用表范本钢筋网质量检验报告单
- 公路悬索桥斜拉桥钢结构制造与安装工程质量检验评定技
- 机电安装工程质量检验评定表
- 厚度等于或大于6mm钢板超声波检验方法(反射法)
- 公安局DNA实验室检验耗材公开招标采购招投标书范本
- 工程表格模板沥青表面处治面层施工检验批质量检验记录
- 工业炉砌筑工程质量检验评定标准GB5030992