




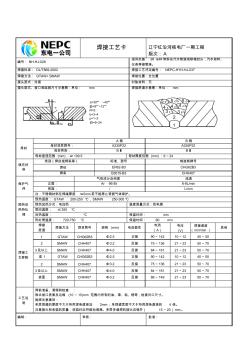
焊接工艺卡 辽宁红沿河核电厂一期工程 版次: A 编号: NH-HJ-028 适用范围: 3# &4#常规岛汽水管道或联箱封头,汽水取样、 仪表等接管座。 焊接标准: DL/T869-2002 焊接工艺评定编号: NEPC-HYH-HJ-037 焊接方法: GTAW+ SMAW 焊接位置:全位置 接头型式:对接 衬垫材料:无 接头型式、坡口和组装尺寸示意图:单位: mm a=30° ~40° β=8°~12° R=5 b=3~4 p=1~2 δ=9~24 R 焊接层道示意图:单位: mm 1 2 3 1 3 2 4 1 4 2 4 3 5 1 5 2 5 3 母材 A 侧 B 侧 母材材质牌号: A335P22 A335P22 母材类别: BⅠ BⅠ 母材直径范围 (mm):≥ 109.5 母材厚度范围 (mm):9~24 填充材 料 类别(焊丝或焊条等) 标准、型号 制造商
焊口保温管接头施工技术要求 ⑴管口找正,保持同心,为防止焊接时飞溅的焊渣烧坏保温管, 须用苫布或胶皮布覆盖工作点两侧各 500mm的保温管。 ⑵焊口须经水压试验或探伤检查合格后, 再按不同的外套管形式 进行外套管的连接。 ⑶安装过程必需保持管端保温层始终处于干燥状态, 作好防水保 护,严禁保温层受潮。 ⑷使用特制设备锯掉连接两端保温管管头各 50mm宽的外套管 (如采用焊接套管)。 ⑸对于不同的管接头,按生产制造厂家的要求及说明进行安装, 并要求使用不同的专用工具 (例如对焊式接头采用自动焊接机对管接 头径向焊缝进行焊接, 同时将轴向焊缝焊上, 对于套袖式接头需使用 喷灯等工具加热后粘接)连接,然后钻出发泡用的小孔,对接头的严 密性进行试压,试验压力为 0.02Mpa,持续 5~10min 用肥皂水涂在 接缝处,检查无漏气现象为合格。 合格后用移动发泡机进行现场发泡, 发泡完成后,再将小孔
热门知识
管道焊口工作量db-
话题: 工程造价wab19861214
-
话题: 工程造价rebeccajay
-
话题: 工程造价f125948353
-
话题: 工程造价HFDQ12345678
精华知识
管道焊口工作量db-
话题: 造价软件lipeng0518
-
话题: 造价软件ericforlife
-
话题: 造价软件zhangpei129

最新知识
管道焊口工作量db-
话题: 工程造价hongshanzi
管道焊口工作量db相关专题
- 矿区室外管道改造
- 专业污水管道安装施工队
- 怎么看管道工程施工图纸
- 怎样去除管道里的水泥
- 怎样制作通风管道消声器
- 找管道铁皮保温施工队
- 建筑管道和工业管道的区别
- 矩形管道箱式风机如何吊装
- 用集成吊顶管道怎么包
- 在管道施工时注意什么
- 云南洱海桃溪河口净化工程的设计思路及初步净化效果
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 中国对美国出口的商品结构、比较优势及其稳定性分析
- 中国哈尔滨国际水处理给排水设备及泵阀管道展会概况
- 在用工业管道定期检验规程.20030601doc
- 中低压燃气管道工程质量控制及常见问题处理教学提纲
- 异体弧形钢模板在丰满大坝进水口混凝土施工中的应用
- 宜兴市招投标中心政府采购招标文件(丝口铜闸阀等)
- 意大利TEKSID公司合金灰铸铁汽缸体的焊补技术
- 中国变频管道泵型号
- 工艺场站及阀室地上管道及设备外防腐层材料技术规格书
- 关于排烟积灰水平管道来流绕过管道附着概率模型
- 光固化改性环氧玻璃钢防护层在定向钻穿越管道上应用
- 广东广州长度8663市政管道372#工程造价指标
- 公称压力小于等于16MPa普通钢材管道壁厚选用表
- 供水管道在城市T型桥梁上搭载过江工程施工质量控制
- 工业用氯化聚氯乙烯(PVCC)管道系统管材