




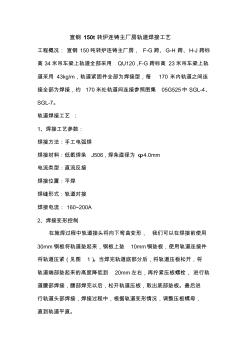
宣钢 150t 转炉连铸主厂房轨道焊接工艺 工程概况: 宣钢 150吨转炉连铸主厂房, F-G跨、G-H 跨、H-J 跨标 高 34米吊车梁上轨道全部采用 QU120,F-G跨标高 23米吊车梁上轨 道采用 43kg/m,轨道紧固件全部为焊接型,每 170 米内轨道之间连 接全部为焊接,约 170米处轨道间连接参照图集 05G525中 SGL-4、 SGL-7。 轨道焊接工艺 : 1、焊接工艺参数: 焊接方法:手工电弧焊 焊接材料:低氢焊条 J506,焊条直径为 φ4.0mm 电流类型:直流反接 焊接位置:平焊 焊缝形式:轨道对接 焊接电流: 160~200A 2、焊接变形控制 在施焊过程中轨道接头将向下弯曲变形, 我们可以在焊接前使用 30mm钢板将轨道垫起来,钢板上垫 10mm铜垫板,使用轨道连接件 将轨道压紧(见图 1)。当焊完轨道底部分后,将轨道压板松开,将 轨道端部垫起来的高
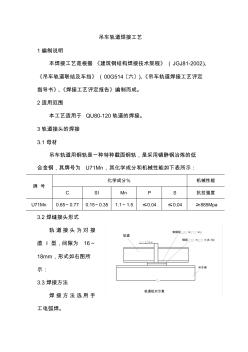
吊车轨道焊接工艺 1编制说明 本焊接工艺是根据 《建筑钢结构焊接技术规程》(JGJ81-2002)、 《吊车轨道联结及车挡》(00G514〔六〕)、《吊车轨道焊接工艺评定 指导书》、《焊接工艺评定报告》编制而成。 2适用范围 本工艺适用于 QU80-120轨道的焊接。 3轨道接头的焊接 3.1母材 吊车轨道用钢轨是一种特种截面钢轨,是采用镇静钢冶炼的低 合金钢,其牌号为 U71Mn,其化学成分和机械性能如下表所示: 牌 号 化学成分% 机械性能 C SI Mn P S 抗拉强度 U71Mn 0.65~0.77 0.15~0.35 1.1~1.5 ≤0.04 ≤0.04 ≥885Mpa 3.2焊缝接头形式 轨道接头为对接 直 I 型,间隙为 16~ 18mm,形式如右图所 示: 3.3焊接方法 焊接方法选用手 工电弧焊。 轨道组对示意 轨道 紫铜板 × × 钢板 × ×(5-10) 吊车梁
专题概述
轨道焊接工艺知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关轨道焊接工艺最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:轨道焊接工艺
相关话题
资料下载
-
`
- 轨道焊接工艺 `
- 吊车轨道焊接工艺 `
- 门式双梁起重机小车轨道焊接工艺的改进 `
- 门式双梁起重机小车轨道焊接工艺的改进 `
- 门式双梁起重机小车轨道焊接工艺的改进分析 `
- 常见的焊接工艺及钢结构焊接工艺 `
- 焊接工艺和焊接工艺评定的对话 `
- 焊接工艺规范 `
- 焊接工艺措施 `
- 焊接工艺规范 ` `
相关资讯
轨道焊接工艺相关专题
- 轨道焊接工艺
- 粤水电轨道交通
- 2000轨道电路故障处理
- 2000轨道电路轨面电压
- 2000轨道电路e1
- 25hz轨道电路故障处理
- 电动葫芦轨道图集
- 轨道电路分路残压
- 电动移门轨道剖面图
- 轨道电缆
- 云计算技术在城市轨道交通运营指挥管理系统中的应用
- 中国轨道射灯行业市场前景分析预测年度报告
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 中国焊接学会堆焊及表面工程专委会
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 椭圆截面螺旋等通道挤压制备超细晶材料的新工艺
- 基于CMOS工艺的二维风速传感器的设计和测试
- 中国城市轨道交通协会
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 无机材料工艺学课程改革探索
- 中国城市轨道交通协会会长办公会常务理事会
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用