




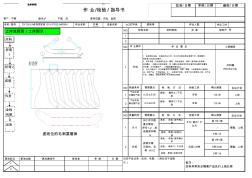
客户:中新 产能:5 作业工时 NO 1 2 NO NO 反应计划 1 上报 2 上报 3 NO 反应计划 虚线位的毛刺要磨掉 更改通知号 更改者 审 核 版本/ 2 备注: 如有异常务必隔离产品及时上报处理 过往不良记录:压伤、毛刺、(附过往不良图 片)1 更改标记 更改处数 日 期 5件 /1h 2 外观 首检: 质检/首件确认 单 自检: 操作工 /不记录 巡检: 质检/巡检记录 表面光滑、 无划伤、毛 刺 ≤0.2 卡尺 /钢尺 /千 分尺 首 1件 /班 隔离、上报/ 5件 /1h 目视 /对样 首 1件 /班 隔离、上报5件/0.5h 检 验 方 法 1 尺寸 如工序示图 重点管控: 序号1-2,其 他做首件确 认 质量特性 管理要点 首检: 质检/首件确认 单 / 检验工具 确认频度 1次 /4h 气动冲床 离合器气压 目视 自检: 操作工 /不记 录 0.5±
热门知识
灯饰五金冲压件-
话题: 地产家居qwliqiping
-
话题: 工程造价y446089562
精华知识
灯饰五金冲压件-
话题: 工程造价photoshop99
最新知识
灯饰五金冲压件-
话题: 室内设计1107157404
专题概述
灯饰五金冲压件知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关灯饰五金冲压件最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:灯饰五金冲压件
相关话题
资料下载
-
`
- 五金冲压件检验作业指导书 `
- 五金冲压模具基础知识完整版 `
- 五金冲压车间品质管理规定 `
- 橱柜五金配饰件挑选技巧 `
- 灯饰网售:实现家庭“灯饰精装修” `
- 京东商城灯饰 `
- 课题:《灯饰DIY》 `
- 铝合金冲压件订货规范 `
- 钣金冲压件进料检验作业指导书 `
- 冲压件的缺陷及检验标准
相关资讯
灯饰五金冲压件相关专题
- 玛格灯饰
- 灯饰的选择
- 灯饰哪个好
- 灯饰分类行吗
- 灯饰生产厂家
- 灯饰行业前十
- 简爱生活灯饰
- 至真灯饰在哪
- 壁灯灯饰
- 防爆灯饰照明
- 嘉兴市信源三期灯饰灯具城可销售房源价格表
- 第二届中国南宁国际建筑装饰五金及工具展览会
- 建筑门窗五金件单点锁闭器
- 五金手动工具分类大全
- 五金市场群农民还房支路施工安全方案培训资料
- 1亿件隧道专用注浆防水材料配套五金件项目可行性研究报告
- 32mm系列拆装式自装配家具五金件及其结构设计
- 十三五重点项目五金打造钢材项目可行性报告
- 十三五重点项目金属材料五金机电项目可行性研究报告
- 中山市文顺五金有限公司新建项目环境影响报告书简本
- M3312用于1、2、3级设备奥氏体不锈钢冲压件
- 四川绵阳高新五金机电城项目可行性报告
- CAE仿真技术在空调冲压件模具设计和制造中应用
- 上海桃松五金建筑材料有限公司企业信息报告
- 五金配件、玻璃镜及洁具安装工程检验批质量验收记录
- 橱柜五金配件
- 广东耀泓精密五金科技有限公司中标