




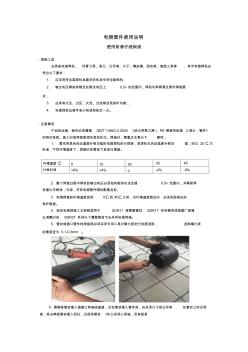
电熔管件使用说明 使用前请仔细阅读 、焊接工具 应具备电熔焊机、 切管刀具、刮刀、记号笔、尺子、橡皮锤、固定架、复圆工具等 , 其中电熔焊机应 符合以下要求: 1. 应采用符合国家标准要求的标准专用电熔焊机; 2. 输出电压需始终稳定在额定电压土 0.5v 的范围内,焊机功率需满足管件焊接要 求; 3. 应具有欠压、过压、欠流、过流等自我保护功能; 4. 电熔焊机应每年至少校准和检定一次。 、注意事项 产品的运输、储存必须遵循 GB/T 13663.2-2005 《给水用聚乙烯( PE 管道系统第 2部分:管件》 的相关条款。施工时按照国家相关规范执行。焊接时,需重点注意以下 事项: 1. 需采用具有自动温度补偿功能的电熔焊机进行焊接,若焊机无自动温度补偿功 能,则以 20 C为 标准,不同环境温度下,焊接时间需按下表进行增减。 环境温度 C 0 10 20 30 40 补偿时间 +8%
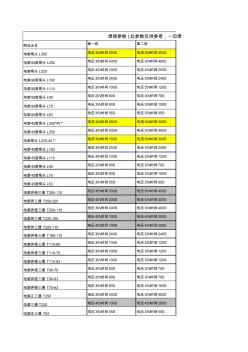
商品全名 第一段 第二段 电熔弯头 L355 电流30A时间250S 电流35A时间450S 电熔90度弯头 L250 电压30V时间400S 电压30V时间400S 电熔弯头 L225 电压40V时间100S 电压45V时间250S 电熔90度弯头 L160 电压30V时间240S 电压35V时间240S 电熔90度弯头 L110 电压30V时间100S 电压35V时间120S 电熔90度弯头 L90 电压20V时间60S 电压30V时间70S 电熔90度弯头 L75 电压35V时间90S 电压35V时间150S 电熔90度弯头 L63 电压35V时间55S 电压35V时间55S 电熔45度弯头 L355*45° 电流30A时间260S 电流35A时间300S 电熔45度弯头 L250 电压30V时间400S 电压30V时间400S 电熔弯头 L225-45° 电流30A时间150S 电
热门知识
电熔管件可以二次焊-
话题: 工程造价zh665hi21198
-
话题: 工程造价niaoniaoer
-
话题: 地产家居123009123009
精华知识
电熔管件可以二次焊-
话题: 装修工程YANGLI821044
最新知识
电熔管件可以二次焊-
话题: 装修工程meijianhao00
专题概述
电熔管件可以二次焊知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关电熔管件可以二次焊最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:电熔管件可以二次焊
相关话题
资料下载
-
`
- 聚乙烯二次成型内埋电热丝电熔管件 `
- PE电熔管件技术标准商榷 `
- PE电熔管件熔接工艺 `
- PE电熔管件的设计浅探 `
- 电熔管件的焊接操作过程 `
- PE燃气电熔管件价格表 `
- PE电熔管件的设计浅探 `
- 电熔管件时间表 `
- PE电熔管件熔接工艺 `
- 教您正确的分辨电熔管件
相关资讯
电熔管件可以二次焊相关专题
- 世界上有ppr有电熔管件
- 电熔管件可以二次焊
- 电熔焊机怎么输入参数
- 电熔镁遇水会怎么样
- 电熔镁正常体密值是多少
- 电熔焊机如何使用
- 电熔pe和热熔pe有什么区别
- 电熔镁砂的介绍
- 什么是电熔法兰
- 大结晶电熔镁的用途
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 中国焊接学会堆焊及表面工程专委会
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 中国施工企业管理协会关于召开第二十二次年会的通知
- 中国审计学会第七届常务理事会第二次会议
- 异种钢焊接接头退火工艺
- 中国电器工业协会电焊机分会五届五次理事会
- 中国电器工业协会电焊机分会四届八次理事会会议纪要
- 怎么样加油可以省钱?夏季加油八个注意事项参考资料
- 中国家用电器协会第五届十二次常务理事会
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 中国城市道路照明专业委员会第十二次会议
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 调整焊管工业结构
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 中国工程咨询协会第三届理事会第二次会议
- 在中国水利工程协会第二届理事会第二次会议上的讲话
- 电熔焊机如何使用
- 电熔焊机怎么输入参数
- 电熔镁砂的介绍
- 电熔镁遇水会怎么样
- 电熔镁正常体密值是多少
- 电熔套筒计算方法
- 电熔弯径的价格
- 电褥子一夜的耗电量是多少
- 电扫乐与吸尘器哪个效果好
- 电砂锅煲汤要多久
- 电扇不摇头了怎么维修
- 电扇电机的好坏怎么测
- 电扇电机五根接线图
- 电扇控制器是什么材料做的
- 电扇扇叶哪种好
- 电扇先锋好还是美的好
- 电烧烤炉结构及其工作原理
- 电烧烤炉如何用
- 电烧烤炉什么都可以烤吗
- 电烧水壶怎么使用
- 电渗透技术书籍除湿机
- 电渗析的除盐原理是什么
- 电渗析法的电渗析器
- 电渗析法制水原理
- 电渗析是干什么用的
- 电施图的图例带图
- 电施图上怎么看配电箱大小
- 电施图纸中add是什么意思
- 电施图中3xSC50是什么意思
- 电施图中A15:L1是什么意思