




东莞市优尼科科技有限公司 文件编号 WI-CY-013 标题 碰焊机安全操作规程 版本 /修改 A/1 TITLE 生效日期 2014-8-25 编制 /日期 审核 /日期 审批 /日期 梁玉涛 /2014-8-25 第 1 页,共 1 页 1、开始操作前,检查主要锁紧螺栓是否坚固,电源开关及线路是否良好。 按规定穿着劳保用品,非碰焊工和未持证的碰焊工禁止上岗。 2、操作前根据产品厚度调节 /调整铜棒长度和焊嘴的间隙。国产品使用专 用焊嘴。 3、接通电源,焊机亮红灯时表示可以工作。观察清楚,不要盲目作业。 4、操作时,先试焊嘴间隙大小与脚踏弹簧松紧。 注意工作灯的灵敏度反应。 5、操作时,根据材料厚度决定电流调节大小及时间控制。防止虚焊、击穿 和焊屎外凸。 6、操作中如出现接触不良、不通电、漏电等现象,立即切断电源,报告主 管。禁止带病强行作业。 7、做好“首三检”,并经常自检工件
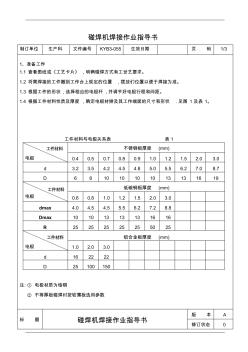
碰焊机焊接作业指导书 制订单位 生产科 文件编号 KYB3-055 生效日期 页 码 1/3 1、准备工作 1.1 查看图纸或《工艺卡片》 ,明确碰焊方式有工世艺要求。 1.2 将需焊接的工件搬到工作台上规定的位置 ,摆放们位置以便于焊接为准。 1.3 根据工件的形状 ,选择相应的电极杆 ,并调节好电极行程和间距。 1.4 根据工件材料性质及厚度 ,确定电极材擀及其工作端面的尺寸和形状 .见图 1及表 1。 工件材料与电极关系表 表 1 工件材料 电极 不锈钢板厚度 (mm) 0.4 0.5 0.7 0.8 0.9 1.0 1.2 1.5 2.0 3.0 d 3.2 3.5 4.2 4.5 4.8 5.0 5.5 6.2 7.0 8.7 D 6 6 10 10 10 10 13 13 16 19 工件材料 电极 低碳钢板厚度 (mm) 0.6 0.8 1.0 1.2 1.5
热门知识
多点碰焊机生产线-
话题: 工程造价j888chenlong
精华知识
多点碰焊机生产线-
话题: 地产家居panghao111
-
话题: 地产家居mengjuan1013
-
话题: 工程造价z1656804153
最新知识
多点碰焊机生产线多点碰焊机生产线相关专题
- 高频信号屏蔽要多点接地
- 什么原因会造成多点接地
- 石膏的由来(字多点)
- 变压器铁心多点接地
- 碰焊机可以一次焊接多点吗
- 多点隔爆热电偶
- 招标文件点多点应答
- 多点触摸技术
- 多点触摸屏
- 单点接地与多点接地
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 中国铝业山东分公司新建20万吨4A沸石生产线开工
- 中厚板生产线升级改造设备中心线基准的测量方法
- 中国电器工业协会电焊机分会第七届会员大会
- 中国建材工程总承包国内吨位最大浮法玻璃生产线投产
- 基于ADuC812单片机干式变压器多点温度控制器
- 基于LQR剪切—闪光对焊机位置伺服控制建模与仿真
- 关于白车身装焊夹具设计及点焊机器人焊接仿真分析
- 哈萨克3000t/d水泥生产线开工
- 中国电器工业协会电焊机分会六届五次常务理事会会议纪要
- 中部首条年产2000万m2纸面石膏板生产线荆门投产
- 公司硝化棉生产线扩能改造项目职业病危害控制效果评价
- 中国建材工程集团签约孟加拉浮法玻璃生产线余热发电项目
- 引进年产50万m2西式瓦生产线项目的经验与体会
- 六角形子午线轮胎钢丝圈双圈挤出缠卷生产线研制开发成功
- 润滑油公司小包装生产线三层厂房单线输送系统设计
- 产亿块以上煤矸石、粉煤灰空心砖生产线设计与工程实践