
- 首页 >
- > 奥氏体无缝高压不锈钢管
更新时间:2024.04.27




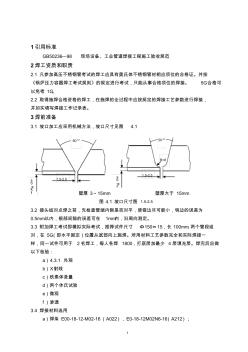
1 1引用标准 GB50236—98 现场设备、工业管道焊接工程施工验收规范 2焊工资质和职责 2.1 凡参加高压不锈钢管考试的焊工应具有奥氏体不锈钢管材相应项位的合格证。并按 《锅炉压力容器焊工考试规则》的规定进行考试,只能从事合格项位的焊接。 5G合格可 以免考 1G。 2.2 取得施焊合格资格的焊工,在施焊的全过程中应按规定的焊接工艺参数进行焊接, 并如实填写焊接工作记录表。 3焊前准备 3.1 坡口加工应采用机械方法,坡口尺寸见图 4.1 壁厚 3~15mm 壁厚大于 15mm 图 4.1 坡口尺寸图 1.5-2.5 3.2 接头组对点焊之前,先检查管端内侧是否对平,使错边尽可能小,钝边的误差为 0.5mm以内,根部间隙的误差可在 1mm内,沿周向测定。 3.3 附加焊工考试即模拟实际考试,推荐试件尺寸 Ф150×15,长 1

高温高压临氢管道运行一段时间发现多道焊缝裂纹,较为罕见。文章叙述了高温高压临氢管道焊缝裂纹现象,重点介绍了裂纹的检查检测方法,产生原因及修复检验方案;并对高压不锈钢管道焊接如何避免焊接热焊缝提出了建议。
热门知识
奥氏体无缝高压不锈钢管-
话题: 地产家居liuyueming01
-
话题: 工程造价haichen215
-
话题: 工程造价zhaobing1228
精华知识
奥氏体无缝高压不锈钢管最新知识
奥氏体无缝高压不锈钢管-
话题: 室内设计qilifeixue
专题概述
奥氏体无缝高压不锈钢管知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关奥氏体无缝高压不锈钢管最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:奥氏体无缝高压不锈钢管
相关话题
资料下载
相关资讯
奥氏体无缝高压不锈钢管相关专题
- 立得氏纳米陶瓷泥的价格
- 龙奥大厦造价
- 怎么用博奥调价格
- 云南建水奥城房价多少
- 化肥奥磷丹价格2017
- 皇氏工匠美缝剂多少钱一组
- 杨氏模量是多少
- 杨氏模量单位换算
- 工程造价广龙导入博奥
- 丰奥空压机价格
- 柴油机高压喷油管用钢、高压喷油管及其制造方法
- 永磁操动机构应用于126kV高压真空断路器
- 中国电机工程学会高压专业委员会
- 正泰电气ZN85-40.5户内高压交流真空断路器
- 新型高压输电线路电量参数测量装置与设计
- 在高压输电线路杆塔加挂ADSS光缆应注意几个问题
- 中国电机工程学会高压专委会
- 中国华电集团公司高压电气设备绝缘技术监督实施细则
- 中国对欧盟日本进口高性能不锈钢无缝钢管
- 用交流电压进行高压XLPE绝缘电缆线路的现场试验
- 增安型2/4极双速高压箱式空-水冷三相异步电动机
- 关于高压交联电力电缆采用VCV和CCV生产工艺比较
- 高压细水雾设备维修规程、验收规程、记录表及评分标准
- 关于非不锈钢管道、设备系统凝结水回收节能技术改造
- 改善超高压电缆金属铝护套氩弧焊焊接质量方法
- 国内首台倒置立式1060MW核电机组高压加热器设计
- 国内外焊接内螺纹铜管与无缝内螺纹铜管技术发展状况