




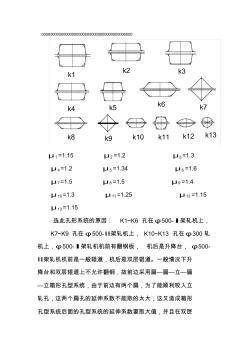
000000000000000000000000000000000000000000 k1 k2 k3 k7k6 k11 k12 k13k10k9 k5k4 k8 μ 1 =1.15 μ2 =1.2 μ3 =1.3 μ 4 =1.2 μ 5 =1.34 μ 6 =1.6 μ 7 =1.5 μ 8 =1.5 μ 9 =1.4 μ 10 =1.3 μ 11 =1.25 μ 12 =1.15 μ 13 =1.15 选此孔形系统的原因: K1~K6 孔在φ500-Ⅰ架轧机上, K7~K9 孔在φ500-Ⅱ架轧机上, K10~K13 孔在φ300轧 机上,φ500-Ⅰ架轧机机前有翻钢板, 机后是升降台, φ500- Ⅱ架轧机机前是一般辊道,机后是双层辊道。一般情况下升 降台和双层辊道上不允许翻钢,故前边采用扁—扁—立—扁 —立箱形孔型系统,由于前边有两个扁,为了能顺利咬入立 轧孔,这两个扁孔的

介绍棒材厂在Ф750 mm单机架轧机上开发Ф270 mm~Ф300 mm热轧圆钢的工艺过程。通过选择设计适合初轧机轧制圆钢的孔型系统及工艺制度,包括孔型系统设计、轧辊孔型加工、加热制度、轧制制度、压下规程,使轧钢设备与工艺相匹配,开发出Ф270 mm~Ф300 mm圆钢,解决了生产过程中存在的难点问题。
热门知识
圆钢Ф30-
话题: 地产家居license123
-
话题: 装修工程jadaronson
-
话题: 造价软件weiyongjun
-
话题: 工程造价lintianyu555

精华知识
圆钢Ф30-
话题: 地产家居gallenwang
最新知识
圆钢Ф30-
话题: 室内设计zhangxy229
-
话题: 工程造价xiahanyu夏宇
圆钢Ф30相关专题
- 空心圆钢是怎么回事
- 冷拔圆钢一般做什么热处理
- 冷拔圆钢的加工工艺有哪些
- 冷拉圆钢和光亮圆钢的区别
- 冷拉圆钢11-2045什么意思
- 冷拉圆钢与圆钢的区别
- 冷拉圆钢牌号是什么
- 连铸圆和圆钢有什么区别
- 最低套圆钢12套丝机
- 最新钢材价格(45#圆钢)
- 圆钢管通用规格表(20201009124910)
- 以某公路工程为例分析ATB-30沥青稳定碎石施工
- 圆钢管通用规格表(20201009124907)
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 易门大椿树水泥厂30万吨水泥粉磨站可行性报告
- 云南XX建材公司30万吨水泥粉磨站可行性报告
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 圆钢方钢尺寸重量偏差标准GB-t702-2004
- 工程建设项目施工招标投标办法(七部委局第30号令)
- 广东广州7层中高层宿舍30#高校宿舍工程造价指标
- 工业固体废物处置中心30td焚烧耐火材料施工方案
- 工作面旋转30°回采安全技术措施矿业安全技术
- 基于ANSYS圆钢管混凝土轴压短柱极限承载力分析
- 昆明南站大型十字转圆钢柱抗震转换节点分析及施工技术
- 冷拉圆钢、方钢、六角钢
- 混凝土C25C30C35C40石子、沙、水泥配比