
- 首页 >
- > 压力管道焊接工艺评定报告
更新时间:2024.04.27




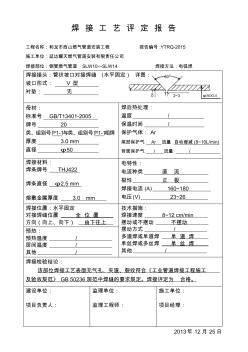
焊 接 工 艺 评 定 报 告 工程名称:和龙市西山燃气管道安装工程 报告编号 :YTRQ-2015 施工单位:延边耀天燃气管道安装有限责任公司 焊接部位:钢管燃气管道 SLW10---SLW14 焊接方法:电弧焊 焊接接头:管状坡口对接焊缝 (水平固定 ) 详图: 坡口形式: V 型 衬垫: 无 母材: 标准号 GB/T13401-2005 牌号 20 类、组别号P1-1与类、组别号P1-1相焊 厚度 3.0 mm 直径 φ50 焊后热处理: 温度 / 保温时间 / 保护气体: Ar 尾部保护气 Ar 流量 自动缓减 (8~10L/min) 背面保护气 / 流量 / 焊接材料: 焊条牌号 THJ422 焊条直径 φ2.5 mm 熔敷金属厚度 3.0 mm 电特性: 电流种类 直 流 极性 正 极 焊接电流 (A) 160~180 电压
焊 接 工 艺 评 定 报 告 工程名称:和龙市西山燃气管道安装工程 报告编号 :YTRQ-2015 施工单位:延边耀天燃气管道安装有限责任公司 焊接部位:钢管燃气管道 SLW10---SLW14 焊接方法:电弧焊 焊接接头:管状坡口对接焊缝 (水平固定 ) 详图: 坡口形式: V 型 衬垫: 无 母材: 标准号 GB/T13401-2005 牌号 20 类、组别号P1-1与类、组别号P1-1相焊 厚度 3.0 mm 直径 φ50 焊后热处理: 温度 / 保温时间 / 保护气体: Ar 尾部保护气 Ar 流量 自动缓减 (8~10L/min) 背面保护气 / 流量 / 焊接材料: 焊条牌号 THJ422 焊条直径 φ2.5 mm 熔敷金属厚度 3.0 mm 电特性: 电流种类 直 流 极性 正 极 焊接电流 (A) 160~180 电压
热门知识
压力管道焊接工艺评定报告-
话题: 工程造价wd19840312
精华知识
压力管道焊接工艺评定报告-
话题: 地产家居bydearkty520
-
话题: 地产家居yueyangbati
最新知识
压力管道焊接工艺评定报告-
话题: 工程造价yangzheng424
专题概述
压力管道焊接工艺评定报告知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关压力管道焊接工艺评定报告最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:压力管道焊接工艺评定报告
相关话题
资料下载
-
`
- 压力管道焊接工艺评定(样式) `
- 压力管道焊接工艺评定样式 `
- 管道焊接工艺评定报告 `
- 压力管道焊接工艺规程 `
- 压力管道焊接工艺卡 `
- 压力管道焊接工艺卡 `
- PE管道焊接工艺评定报告 `
- PE管道焊接工艺评定报告 (2) `
- 焊接工艺评定报告(管道用) `
- 焊接工艺评定报告(管道用) `
相关资讯
压力管道焊接工艺评定报告相关专题
- 消防栓压力监测
- 消防泵压力表
- 消防空气呼吸器压力表
- 消防泵出水管压力开关
- 消防泵正常压力是多少
- 25消防压力标准
- 消防管的正常工作压力
- 高层规范 供水压力
- 管网供水压力服务规范
- 压力容器验收规范
- 制水泥楼板市场现状调研及发展前景分析报告(目录)
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 无机材料工艺学课程改革探索
- 乙酰丙酮测定水性内墙涂料中甲醛含量的不确定度评定
- 中国哈尔滨国际水处理给排水设备及泵阀管道展会概况
- 引黄南干二级泵站进水压力钢管内壁防腐施工技术措施
- 中国通讯通信工程车行业调查及走势分析报告目录
- 在用工业管道定期检验规程.20030601doc
- 中国节能建材市场专项调查及十三五发展趋势预测报告
- 中国碳工钢产业深度调研及未来五年发展定位分析报告
- 中国大理石石材市场发展及投资前景报告
- 中低压燃气管道工程质量控制及常见问题处理教学提纲
- 中国钢丝切丸行业市场前景分析预测年度报告(目录)
- 中国钢结构承包市场调查及未来五年投资前景评估报告
- 中国报告网十三五期间中国电解铝工业发展环境分析
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 中国纸面石膏板产业市场现状及投资分析报告