
- 首页 >
- > 弯管制作该如何套定额
更新时间:2024.04.29




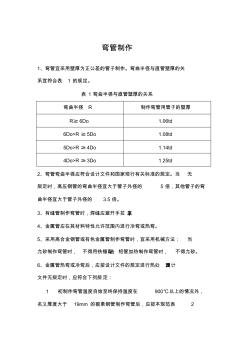
弯管制作 1、弯管宜采用壁厚为正公差的管子制作。弯曲半径与直管壁厚的关 系宜符合表 1 的规定。 表 1 弯曲半径与直管壁厚的关系 弯曲半径 R 制作弯管用管子的壁厚 R≥ 6Do 1.06td 6Do>R ≥ 5Do 1.08td 5Do>R ≥ 4Do 1.14td 4Do>R ≥ 3Do 1.25td 2、弯管弯曲半径应符合设计文件和国家现行有关标准的规定。当 无 规定时,高压钢管的弯曲半径宜大于管子外径的 5 倍,其他管子的弯 曲半径宜大于管子外径的 3.5 倍。 3、有缝管制作弯管时,焊缝应避开手拉 (压)区。 4、金属管应在其材料特性允许范围内进行冷弯或热弯。 5、采用高合金钢管或有色金属管制作弯管时,宜采用机械方法; 当 允砂制作弯管时, 不得用铁锤敲击。 铅管加热制作弯管时, 不得允砂。 6、金属管热弯或冷弯后,应按设计文件的规定进行热处 理。当设计 文件无规定时,

热门知识
弯管制作该如何套定额精华知识
弯管制作该如何套定额-
话题: 地产家居fenmoyejin
最新知识
弯管制作该如何套定额-
话题: 造价软件NickyShot1
相关问答
弯管制作该如何套定额
专题概述
弯管制作该如何套定额知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关弯管制作该如何套定额最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:弯管制作该如何套定额
相关话题
资料下载
相关资讯
弯管制作该如何套定额相关专题
- 冷弯弯管套哪项定额
- 中频液压弯管机价格
- 自动液压弯管机多少钱
- 造船厂弯管机如何使用
- 这个弯管模具怎么做
- 这手动弯管器哪里有
- 消防弯管组价
- 液压弯管机漏油
- 液压弯管机多少钱
- 弯管尺寸计算
- 招远电视台制作播出系统数字化改造工程的设计与实践
- 政府投资项目如何做好智能化系统工程建设的过程控制
- 含有彩色浆料和渗透墨水形成的陶瓷砖及制作方法
- 云南某科研大楼及配套工程建筑安装工程施工组织设计
- 制定机械加工劳动定额切削用量时间标准若干问题
- 园林景观及配套设施标工程施工组织设计建筑施工
- 在小桥涵软基处理中如何运用预应力混凝土管桩的分析
- 在楼宇自控系统设计中如何选择最佳的电动调节阀口径
- 在水利水电工程中如何解决UTM投影变形问题
- 园林绿化消耗量定额的修编要点及应用
- 余热锅炉节能新技术在燕山Ⅱ套催化裂化装置中的应用
- 整套施工进度计划网络图、横道图、平面图和相关附表
- 乙烯生产装置配套发电工程EPC项目现场管理
- 永州大道后配配套工程鱼塘清淤换填路基专项施工方案
- 如何区别铝合金门窗60、70、80系列
- 整套施工进度计划网络图、横道图、平面图及相关附表
- 智龙电气成套报价软件表格元件分类汇总品牌比例表