




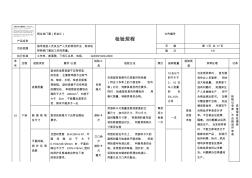
产品名称 铝合金门窗(机加工) 检验规程 文件编号 目的范围 指导检验人员及生产人员的现场作业,有效地 控制铝门窗加工时的质量。 页 数 第 1页 共 17页 版 次 1/0 执行标准 工作单、断面图、下料汇总单、色板、 Q/ZXS1020-2000 序 号 过程 检验项目 要求 /公差 检验工 具 检验方法 频次 抽样数量 检验类 型 异常处理 记录 01 下料 表面质量 型材的涂层表面不应有明显 的色差;主要装饰面不应有气 泡、皱纹、水斑、桔皮及脱落 等缺陷。型材表面不应有明显 的擦划伤, 单根型材的擦划伤 面积不大于 200mm 2、长度不 大于 5cm,不能露出底层白 色,每米不能多于一处 目测 卷尺 目测型材表面与已准备好的色板 (符合工作单上的工程名称, 色号 等)对比,判断其是否符合要求。 同时,检查型材是否有擦划伤, 用 卷尺测量、判断其是否合格。 每批 至少 检查 一
门窗工程施工 本工程主要采用铁门和铝合金门窗等。 一、铁门施工 1.1 施工准备 1.1.1 结构工程已完成并经验收完毕,且质量符合标准要求,室内水平线已 弹好。 1.1.2 门框、扇在安装前应检查无窜角、翘扭、弯曲、劈裂、崩缺、榫槽间 结合处无松离,如有上述情况应进行修理。 1.1.3 门框进场后,组织涂料工将门框靠墙体或砼接触的部分涂刷防腐材 料,刷油后分类码放平整,底层应垫平、垫高,露天堆放的应用塑料布遮盖好。 1.2 门框安装 1.2.1 安装时应按设计图纸要求的水平标高和平面位置,按其开启方向,对 应编码发放。用通线及线锤作水平和吊直较正, 然后用拉条与邻近固定物连接牢 靠。 1.2.2 用宽 30mm,长 80mm厚 1.5~2mm直铁脚,先钉固框靠墙一面,与砌体 面贴紧,用木楔将框临时固定在门洞内后,用射钉枪或钢钉钉牢。
滕州铝合金门窗机械相关专题
- 滕州铝合金门窗机械
- 滕州装修
- 滕州铺瓷砖的
- 滕州铺瓷砖工钱
- 滕州铺木地板
- 滕州专业贴瓷砖
- 滕州贴瓷砖
- 滕州装修群
- 滕州装修帮
- 滕州装饰材料
- 制定机械加工劳动定额切削用量时间标准若干问题
- 中国国际城市市政工程机械建筑机械及施工车辆展览会
- 中国农业机械学会
- 在线期刊——制冷空调与电力机械竞争的新着力点
- 中国林业机械协会关于向社会推荐木工机械产品的通知
- 以项目为导向实施机械测量技术课程教学改革
- 中国农业机械流通协会第三次会员代表大会
- 中国机械工程学会铸造学会
- 中国工程机械工业协会工业车辆分会理事会
- 深圳市领创精密机械有限公司
- 如何区别铝合金门窗60、70、80系列
- 以项目为载体的机械设计基础课程探索与实践教学设计
- 中国安装协会机械设备与起重分会举行起重技术研讨
- 优质国标6061铝合金硬度6061铝合金机械性能
- 记合肥振宇工程机械有限责任公司
- 中国加工玻璃(含原片玻璃生产)机械装备的市场发展
- 在中国机械工业联合会四届三次会员大会上的总结讲话