




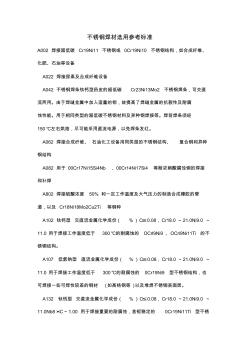
不锈钢焊材选用参考标准 A002 焊接超低碳 Cr19Ni11 不锈钢或 0Cr19Ni10 不锈钢结构,如合成纤维、 化肥、石油等设备 A022 焊接尿素及合成纤维设备 A042 不锈钢焊条钛钙型药皮的超低碳 Cr23Ni13Mo2 不锈钢焊条,可交直 流两用。由于焊缝金属中加入适量的钼,故提高了焊缝金属的抗裂性及耐腐 蚀性能。用于相同类型的超低碳不锈钢材料及异种钢焊接等。焊前焊条须经 150℃左右烘焙,尽可能采用直流电源,以免焊条发红。 A062 焊接合成纤维、 石油化工设备用同类型的不锈钢结构、 复合钢和异种 钢结构 A082 用于 00Cr17Ni15Si4Nb 、 00Cr14Ni17Si4 等耐浓硝酸腐蚀钢的焊接 和补焊 A802 焊接硫酸浓度 50% 和一定工作温度及大气压力的制造合成橡胶的管 道,以及 Cr18Ni18Mo2
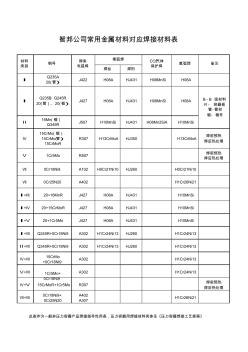
焊丝 焊剂 Ⅰ Q235A 20(管) J422 H08A HJ431 H08MnSi H08A Ⅰ Q235B、Q245R 20(管)、 20(锻) J427 H08A HJ431 H08MnSi H08A Ⅱ 16Mn(锻) Q345R J507 H10MnSi HJ431 H08Mn2SiA H10MnSi Ⅳ 15CrMo(锻) 15CrMo(管) 15CrMoR R307 H13CrMoA HJ350 H13CrMoA 焊前预热 焊后热处理 Ⅴ 1Cr5Mo R507 焊前预热 焊后热处理 Ⅶ 0Cr18Ni9 A102 H0Cr21Ni10 HJ260 H0Cr21Ni10 Ⅶ 0Cr25N20 A402 H1Cr26Ni21 Ⅰ+Ⅱ 20+16MnR J427 H08A HJ431 H10MnSi Ⅰ+Ⅳ 20+15CrMoR J427 H08A HJ431 H10MnSi
热门知识
鲁科斯钎焊材料-
话题: 地产家居sysjqy2009
精华知识
鲁科斯钎焊材料-
话题: 造价软件dengshaogeng
-
话题: 工程造价maqing1028a
最新知识
鲁科斯钎焊材料-
话题: 地产家居wtpm012345
鲁科斯钎焊材料相关专题
- 矿区安全科主要负责什么
- 中联重科产的吊车型号
- 中联重科塔吊型号
- 重庆建筑大学是几类本科
- 淄博鲁宝水泥个人怎样购买
- 自考建筑工程本科难
- 长春万科楼盘
- 建筑类本科都有哪些专业
- 建筑学是什么专业科类别
- 虎门万科紫台属于哪个社区
- 可替代现有隔热保温材料的新型材料
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 原材料(设备)合格证、试验报告汇总表碎石
- 中国建筑防水材料工业协会
- 政府投资工程类项目材料设备采购风险浅析及应对策略
- 招标师招标采购法律法规与政策题型分析辅导材料
- 椭圆截面螺旋等通道挤压制备超细晶材料的新工艺
- 智能材料系统与结构工程构造安全监控
- 中国建筑保温材料市场需求将达28.4亿
- 无机材料工艺学课程改革探索
- 中国电科院电力安全工作规程专项培训
- 无收缩预应力混凝土高性能灌浆材料与应用
- 园林绿化及仿古建筑工程计价宣贯辅导材料
- 建筑防水材料及工程技术研讨会
- 宜万铁路鲁竹坝2号隧道的主要工程问题及其处理措施
- 单面涂铝PVC塑料吊顶材料燃烧性能的实验
- 在材料课程教学改革中应用现代教育技术与实践