




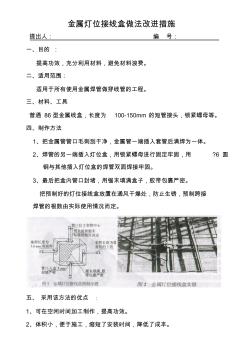
金属灯位接线盒做法改进措施 提出人: 编 号: 一、目的 : 提高功效,充分利用材料,避免材料浪费。 二、适用范围: 适用于所有使用金属焊管做穿线管的工程。 三、材料、工具 普通 86型金属线盒,长度为 100-150mm 的短管接头,锁紧螺母等。 四、制作方法 1、把金属管管口毛刺刮干净,金属管一端插入套管后满焊为一体。 2、焊管的另一端插入灯位盒,用锁紧螺母进行固定牢固,用 ?6 圆 钢与其他插入灯位盒的焊管双面焊接牢固。 3、最后把盒内管口封堵,用锯末填满盒子,胶带包裹严密。 把预制好的灯位接线盒放置在通风干燥处,防止生锈,预制跨接 焊管的根数由实际使用情况而定。 五、 采用该方法的优点 : 1、可在空闲时间加工制作,提高功效。 2、体积小,便于施工,缩短了安装时间,降低了成本。 3、减少了套管焊接过程中容易出现的焊缝不饱满的现象,提高工程质 量。 4、避免了单纯预制接线盒时,盒内因
二、 一步法注吹与二步法吹塑的工艺区别 成型方式: 1. 一步法注吹,先注塑,后吹塑,燈罩成型過程一台机器一步完成; 2. 二步法吹塑,模具有注塑模和吹塑模二套模具組成,生產時,先注塑燈罩的胚胎, 等胚胎冷卻后,人手放置加溫爐重新加熱,再人手放置吹塑模里吹氣完成。 3. 產能和損耗:一步法注吹,整個生產過程全自動,每天產能达到 2万,生產效率 高,損耗低於 5%;二步法吹塑,整個過程需要人手操作,效率低下,每天的產能 6千左右,且因人手操作,工藝不穩定,損耗率高於 30%。 4. 后加工:一步法注吹基本不涉及后加工,产量高、品质稳定。而二步法吹塑,燈 罩口徑為滿足吹塑而加長的部份需要切割等等,基本都涉及后加工,從而增加了 損耗、時間成本和人力成本。 5. 品質:一步法注吹注塑 -吹塑一步完成,燈罩表面鏡面光滑,品質穩定;二步法吹 塑在生產過程中,注塑生產時,胚胎在外容易受潮和受空氣污染,導
热门知识
金属灯罩-
话题: 地产家居legendzhao
精华知识
金属灯罩-
话题: 地产家居chenlei1086
最新知识
金属灯罩-
话题: 工程造价zhanghe1124
金属灯罩相关专题
- 开关金属拉丝哪款好
- 烤瓷铝板属于金属板
- 烤漆金属板一般价格多少
- 可挠金属保护管是什么
- 可挠金属软管什么时候用
- 历史上金属铟的价格
- 中国钛金属哪里分布最多
- 轴承塑料盖好还是金属盖好
- 珠海金属线槽价格
- 铸石板如何与金属粘接
- 有色金属技术经济院与广亚铝业签署战略合作协议
- 中国建筑金属结构协会给水排水设备分会人事任命通知
- 金属材料工程专业实习及就业基地建设
- 应用技术大学转型背景下金属材料工程专业的课程改革
- 在中国有色金属学会第七次全国会员代表大会上的讲话
- 在中国有色金属工业协会第二次会员代表大会上的讲话
- 工信部批准发布有色金属、化工等行业543项行业标准
- 关于中国建筑金属结构协会给水排水设备分会换届通知
- 各种金属材料特点
- 改善超高压电缆金属铝护套氩弧焊焊接质量方法
- 关于金属与非金属矿山实施矿用产品安全标志管理通知
- 基于S7-300PLC金属冶炼厂废水处理系统设计
- 机电设备评估基础金属切削机床
- 关于LED球泡灯罩(灯壳)经典分析及解决方案
- 含脱粘界面陶瓷颗粒增强金属基复合材料弹性常数预报
- 基于ANSYS金属薄板锤式破碎机破碎机理仿真
- 国际供热空调、卫生洁具展及门窗金属结构展在北京举行