




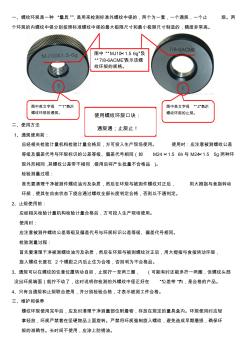
一、螺纹环规是一种 “量具”,是用来检测标准外螺纹中径的,两个为一套,一个通规,一个止 规。两 个环规的内螺纹中径分别按照标准螺纹中径的最大极限尺寸和最小极限尺寸制造的,精度非常高。 二、使用方法 1、通规使用前: 应经相关检验计量机构检验计量合格后,方可投入生产现场使用。 使用时:应注意被测螺纹公差 等级及偏差代号与环规标识的公差等级、偏差代号相同(如 M24 ×1.5 6h与 M24×1.5 5g两种环 规外形相同 ,其螺纹公差带不相同 ,错用后将产生批量不合格品 )。 检验测量过程: 首先要清理干净被测件螺纹油污及杂质,然后在环规与被测件螺纹对正后, 用大拇指与食指转动 环规,使其在自由状态下旋合通过螺纹全部长度判定合格,否则以不通判定。 2、止规使用前: 应经相关检验计量机构检验计量合格后,方可投入生产现场使用。 使用时: 应注意被测件螺纹公差等级及偏差代号与环规标识公差等级、偏差

热门知识
环规-
话题: 工程造价hjchenguang
-
话题: 工程造价yinyuming2
精华知识
环规-
话题: 工程造价853****6114
-
话题: 工程造价yanweilyow
最新知识
环规-
话题: 工程造价zhang319416
环规相关专题
- 钢丝绳套环规格是多少
- M6-6g螺纹环规的螺距是多少
- RB螺纹环规是什么螺纹
- 螺纹环规有哪些品牌
- 均压环规范
- 环规
- 北京七环规划图
- 阀门检测螺纹环规c
- 阀门检测螺纹环规zx
- 55度密封管螺纹环规
- 亿阳信通中标环城高速公路晋江至石狮段机电工程项目
- 中国民宿消费市场格局分析及十三五发展环境分析报告
- 正果水厂建设工程之护坡工程项目环评报告
- 以污泥、建筑垃圾为基料制备高强轻质发泡环保陶瓷板
- 中国水环境污染治理社会化资金投入现状、问题与对策
- 园林景观工程在推进城乡宜居环境建设中的问题及思考
- 中国移动广东公司环形混凝土电杆技术规范书(暂行)
- 招标师招标采购法律法规与政策题型分析辅导材料
- 基于闭环反馈优化的IDC基础设施造价评估模型
- 有关建设工程施工安全涉及常用法律法规标准规范清单
- 一体化载体循环生物处理设备处理生活污水的中试
- 在水泥企业节能环保适用技术交流会上的讲话(摘要)
- 依七高速公路施工期环境保护与水土保持管理方案
- 整体提升脚手架和环链电动葫芦在高层建筑施工中应用
- 张家塬镇农村环境综合整治项目实施方案(以奖代补)
- 余杭区质检环保检测大楼干挂石材幕墙施工方案
- 中国气象局第7号令气象探测环境和设施保护办法