




1 第十章 压力容器的焊接技术 随着工程焊接技术的迅速发展,现代压力容器也已发展成典型的全焊结构。压力容器的焊接 成为压力容器制造过程中最重要最关键的一个环节,焊接质量直接影响压力容器的质量。 第一节 碳钢、低合金高强钢压力容器的焊接 一、 压力容器用碳钢的焊接 碳钢以铁为基础,以碳为合金元素,含量一般不超过 1.0%。此外,含锰量不超过 1.2%,含 硅量不超过 0.5%,Si、Mn 皆不作为合金元素。而其他元素,如 Ni、Cr、Cu 等,控制在残余 量限度内,更不是合金元素。 S、P、O、N 等作为杂质元素,根据钢材品种和等级,也都有 严格限制。 碳钢根据含碳量的不同,分为低碳钢 (C≤0.30% )、中碳钢 (C= 0.30% ~ 0.60% )、高碳钢 (C≥ 0.60% )。压力容器主要受压元件用碳钢,主要限于低碳钢。在《容规》中规定: “用于焊接结 构压力容器主要受压元件的碳
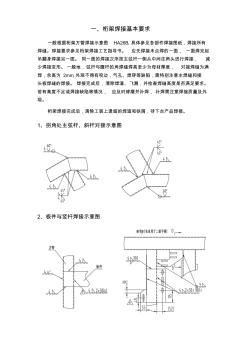
一、桁架焊接基本要求 一般根据桁架方管焊接示意图 HA26B,具体参见各部件焊接图纸,焊接所有 焊缝。焊接要求参见桁架焊接工艺指导书。 应先焊接未点焊的一面, 一面焊完起 吊翻身焊接另一面。 同一面的焊接次序按主弦杆一侧从中间往两头进行焊接, 减 少焊接变形。一般地,弦杆与腹杆的角焊缝焊高至少为母材厚度, 对接焊缝为满 焊,余高为 2mm,外观不得有咬边,气孔、焊穿等缺陷,需特别注意主焊缝和接 头板焊缝的焊接。 焊接完成后,清除焊渣、飞溅,并检查焊缝高度是否满足要求。 若有高度不足或焊接缺陷等情况, 应及时修磨并补焊, 补焊需注意焊接质量及外 观。 桁架焊接完成后,清除工装上遗留的焊渣和铁屑,待下台产品焊接。 1、拐角处主弦杆、斜杆对接示意图 2、板件与竖杆焊接示意图 3、主弦杆、竖杆、切角斜杆对接示意图 4、主弦杆、竖杆、斜腹杆对接示意图 5、扶手架小方管焊接示意图 6、底板、底梁焊接示
专题概述
焊接要什么技术要求知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关焊接要什么技术要求最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:焊接要什么技术要求
相关话题
资料下载
-
`
- 压力容器焊接技术要求. `
- 铜管焊接技术要求 `
- 不锈钢焊接技术要求 `
- 全焊接球阀技术要求 `
- 焊接钢板仓技术要求 `
- 室外管道焊接技术要求 `
- 钢结构构件制作焊接技术要求 `
- 钢结构焊接技术要求 (2) `
- 铜管焊接技术要求(技能) `
- 焊接件通用技术要求
相关资讯
焊接要什么技术要求相关专题
- 止水铁板焊接搭接长度
- 雨水室外焊接管件问题
- 焊接法兰水表是什么意思
- 焊接水果架子怎么做
- 混水阀能焊接
- 管道滴水怎么焊接
- 水下焊接中国有几人
- 水下焊接的安全措施
- 水下焊接有哪几种方式
- 水下焊接到底是怎么焊接的
- 中高职衔接道路桥梁工程技术专业教学标准探索与实践
- 中博会展中心C1区钢结构屋面大型主桁架的施工技术
- 中国运用现代集成制造技术改造传统产业的经验和前景
- 中国恩菲工程技术有限公司中国有色工程设计总院
- 有关CAD技术在水利工程设计中的实际应用方法
- 中国国际太阳能光伏建筑一体化技术发展
- 中国电工技术学会电力系统控制与保护专业委员会成立
- 中华人民共和国水产行业标准玻璃钢渔船建造质量要求
- 应用VE进行盐田技术改造
- 中国重汽承担的16个技术创新项目通过省级鉴定验收
- 宜兴抽水蓄能电站地下厂房岩壁梁混凝土温控防裂技术
- 引黄南干二级泵站进水压力钢管内壁防腐施工技术措施
- 云南绿水河二级电站4号水轮机增容技术改造效果分析
- 建筑防水材料及工程技术研讨会
- 云南省建筑专业技术职务任职职称推荐评审表填写范例
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 云计算技术在计算机数据处理中的应用分析与发展对策