




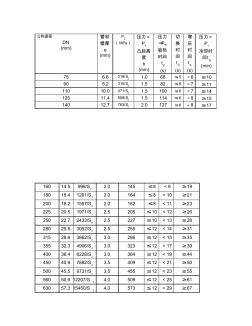
公称直径 DN (mm) 管材 壁厚 e (mm) P2 (MPa) 压力= P1 凸起高 度 h (mm) 压力 ≈P拖 吸热 时间 t2 (s) 切 换 时 间 t3 (s) 增 压 时 间 t4 (s) 压力= P1 冷却时 间t 5 (min) 75 6.8 219/S2 1.0 68 ≤5 <6 ≥10 90 8.2 315/S2 1.5 82 ≤6 <7 ≥11 110 10.0 471/S2 1.5 100 ≤6 <7 ≥14 125 11.4 608/S2 1.5 114 ≤6 <8 ≥15 140 12.7 763/S2 2.0 127 ≤8 <8 ≥17 160 14.5 996/S2 2.0 145 ≤8 <9 ≥19 180 16.4 1261/S2 2.0 164 ≤8 <10 ≥21
PE给水管道焊接要领 13条 ⑴要采用同材质、 同牌号的管材和管件。 对不同牌号的管材、 管件间热熔连接,应经过试验判定连接质量能得到保证后, 方可进行连接,切断管材应使其端面垂直于轴线。 ⑵焊接前,进行倒角焊接端正圆并给出溶融深度刻线,用清 洁布蘸少量 96%乙醇清洗管材焊接区域。 ⑶管材与管件应在焊接现场放置一定时间,使其温度接近施 工现场温度,同时缩小管材与管件温差,大风环境下施工要 采取相应措施,雨天或低于 -5℃时停止作业。 ⑷液压调整接口机调整接口时要使待连接管材处于同一高 度且在同一平面上,受调整一端能够灵活移动以便调整接 口位置。 ⑸调整机拖瓦夹持管材时,紧固螺栓压力应一致,夹持压力 小管件会产生移位,夹持压力大管件断面会产生变形影响 断面刮切效果影响焊接质量使其反边不一致。 ⑹当加热板温度达到焊接温度时,继续加热 10nin ,使加电 热板的温度均匀对于管壁厚度≤ 5mm
热门知识
hdpe管道焊接-
话题: 装修工程liujun19817
-
话题: 室内设计liuwuxing03
-
话题: 工程造价sbc1568@163.com
精华知识
hdpe管道焊接-
话题: 工程造价tankang888
-
话题: 计价依据jc_铜仁市建筑设计院
-
话题: 工程造价upmiaomiao
最新知识
hdpe管道焊接-
话题: 工程造价Donaldyang1
-
话题: 造价管理xiexiuling
hdpe管道焊接相关专题
- 水泵哪个牌子好
- 连接潜污泵排水管
- 联系单湿土排水
- 楼顶天台给水管
- 楼基坑内排水
- 住宅内卫生间给水
- 住宅排水管问题
- 铸铁给水管件安装
- 铸铁给水管尺寸有哪些
- 铸铁排水管套相问题
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 中国焊接学会堆焊及表面工程专委会
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 中国哈尔滨国际水处理给排水设备及泵阀管道展会概况
- 在用工业管道定期检验规程.20030601doc
- 中低压燃气管道工程质量控制及常见问题处理教学提纲
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 新型防腐管材钢骨架塑料(HDPE)复合管
- 通风预埋管道的防护密闭专项工程质量验收记录表
- 异种钢焊接接头退火工艺
- 峪道河灌区节水改造管道输水与渠道输水方案比较分析
- 中国热水管道增压泵价格行业十大立式自吸泵品牌首选
- 以管道形状的改变来提高风机系统流量的节能方法
- 原油和天然气输送管道穿跨越工程设计规范跨越工程.
- 以工作过程为导向的市政管道工程施工课程开发与实践
- hdpe管道给水
- hdpe管道规格
- hdpe管道连接方式
- hdpe管铺设
- hdpe管闭水试验
- HDPE线性成品排水沟
- hdpe绑扎绳
- HDPE结构缠绕壁管
- hdpe给排水管
- HDPE给水100级管材
- HDPE给水三承异三通
- HDPE给水三承正三通
- HDPE给水二承一平异三通
- HDPE给水二承一平正三通
- HDPE给水双平45°弯头
- HDPE给水双平90°弯头
- HDPE给水双承45°弯头
- HDPE给水双承90°弯头
- HDPE给水双承异径接
- HDPE给水双承管箍
- HDPE给水多功能抢修接头
- HDPE给水对接45°弯头
- HDPE给水对接90°弯头
- HDPE给水对接三通
- HDPE给水对接四通
- HDPE给水对接异径三通
- HDPE给水对接异径直接
- HDPE给水对接管帽
- HDPE给水承插45°弯头
- HDPE给水承插90°弯头