




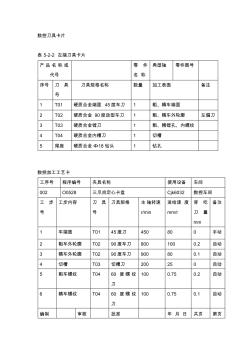
数控刀具卡片 表 5-2-2 左端刀具卡片 产品 名 称或 代号 零 件 名 称 典型轴 零件图号 序号 刀 具 号 刀具规格名称 数量 加工表面 备注 1 T01 硬质合金端面 45度车刀 1 粗、精车端面 2 T02 硬质合金 90度放型车刀 1 粗、精车外轮廓 左偏刀 3 T03 硬质合金镗刀 1 粗、精镗孔、内螺纹 4 T04 硬质合金内槽刀 1 切槽 5 尾座 硬质合金Ф18钻头 1 钻孔 数控加工工艺卡 工序号 程序编号 夹具名称 使用设备 车间 002 O0528 三爪自定心卡盘 Cjk6032 数控车间 工 步 号 工步内容 刀 具 号 刀具规格 主轴转速 r/min 进给速 度 mm/r 背 吃 刀 量 mm 备注 1 车端面 T01 45度刀 450 80 0 手动 2 粗车外轮廓 T02 90度车刀 800 100 0.2 自动 3 精车外轮廓 T02 90度车
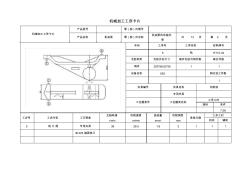
机械加工工序卡片 机械加工工序卡片 产品型号 零(部)件图号 产品名称 机油泵 零(部)件名称 机油泵传动轴支 架 共 12 页 第 2 页 车间 工序号 工序名称 材料牌号 5 铣 HT15-33 毛胚种类 毛胚外形尺寸 每件毛胚可制件数 每台件数 铸件 250*98.83*59 1 1 设备名称 X63 同时加工件数 1 夹具编号 夹具名称 切削液 专用夹具 工位器具号 工位器具名称 工序工时 准终 单件 7.08 工步号 工步内容 工艺装备 主轴转速 r/min 切削速度 m/min 进给量 mm/r 切削深度 mm 进给次数 工步工时 机动 辅助 5 铣 D 面 专用夹具 38 26.5 1.6 2 1 1 1 Φ225 端面铣刀
热门知识
贵宾卡加工-
话题: 建筑设计peterdu2004
-
话题: 装修工程yyhengxing
精华知识
贵宾卡加工-
话题: 建筑设计mengchangai
最新知识
贵宾卡加工贵宾卡加工相关专题
- 贵宾卡批发
- 定做贵宾卡
- 贵宾卡加工
- 贵宾室门禁
- vip贵宾金卡
- 贵宾卡优惠卡
- 贵宾卡磁条卡
- 贵宾金卡银卡
- 贵宾卡名片卡
- vip贵宾酒
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 制定机械加工劳动定额切削用量时间标准若干问题
- 有色金属资源综合回收冶炼企业的加工费指标及其运用
- 燃烧室高度加工中在线测量系统精确性的方法
- 中国加工玻璃(含原片玻璃生产)机械装备的市场发展
- 工程建设资料档案记录管理表格原材料及钢筋加工检验批
- 关于材料加工专业学生创新能力培养实验教学改革
- 工程陶瓷超精加工工艺参数对表面粗糙度影响实验
- 改进密封滚轮沟槽形式和加工方法
- 工程力学毕业论文机械加工工艺自动化生产与安全管理
- 关于做好我市建筑施工企业农民工参加工伤保险工作意见
- 关于特种加工专业委员会学术年会征稿通知
- 杠杆零件机械加工工艺规程及专用夹具设计说明书资料
- 基于PLC钻削加工装置钻头自动循环控制电路设计
- 国家林业局关于进一步加强木材经营加工监督管理通知
- 呼和浩特抽水蓄能电站人工砂石加工系统改造优化
- 机械毕业论文联接轴加工工艺分析与设计