
- 首页 >
- > 管道有正负压怎样焊接
更新时间:2024.04.15




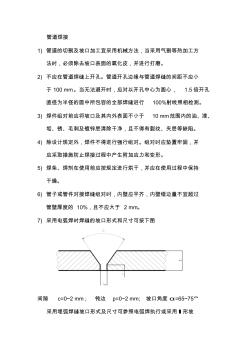
管道焊接 1) 管道的切割及坡口加工宜采用机械方法,当采用气割等热加工方 法时,必须除去坡口表面的氧化皮,并进行打磨。 2) 不应在管道焊缝上开孔。管道开孔边缘与管道焊缝的间距不应小 于 100 mm。当无法避开时,应对以开孔中心为圆心, 1.5倍开孔 直径为半径的圆中所包容的全部焊缝进行 100%射线照相检测。 3) 焊件组对前应将坡口及其内外表面不小于 10 mm范围内的油、漆、 垢、锈、毛刺及镀锌层清除干净,且不得有裂纹、夹层等缺陷。 4) 除设计规定外,焊件不得进行强行组对。组对时应垫置牢固,并 应采取措施防止焊接过程中产生附加应力和变形。 5) 焊条、焊剂在使用前应按规定进行烘干,并应在使用过程中保持 干燥。 6) 管子或管件对接焊缝组对时,内壁应平齐,内壁错边量不宜超过 管壁厚度的 10%,且不应大于 2 mm。 7) 采用电弧焊时焊缝的坡口形式和尺寸可按下图 间隙 c=0~2
关于长输管道焊接质量控制的探讨 摘要:在长输管道工程施工中的关键是焊接过程,长输管道工程的施工质量好 坏与焊接过程的质量控制是密不可分。 本文从施工人员、 施工经验,焊接环境、 焊接设备和检验仪器工具、材料与焊材、焊接工艺文件、焊接检验检测和焊缝 返修七个方面分析了长输管道焊接过程的质量控制要点,以确保压力管道工程 施工质量。 关键词:长输管道;焊接过程;质量控制 1 施工人员的控制 在任何施工质量控制过程中“人”是第一要素,在焊接质量控制中也同样 如此。从事压力管道受压元件焊接的焊工,必须通过基本知识和操作技能考试 合格后,取得质量技术监督部门颁发的焊工合格证,而且在有效期内才能进行 相应项目的焊接工作。施工企业必须与焊工签订劳动合同。坚决杜绝无证人员 从事焊接工作。焊接机组所有人员都必须围绕保证焊接质量这个中心,尽心、 尽责、尽力做好本岗位工作。另外,质检员要起到严格把关的作用。及时
热门知识
管道有正负压怎样焊接-
话题: 工程造价tankang888
-
话题: 计价依据jc_铜仁市建筑设计院
-
话题: 工程造价upmiaomiao
精华知识
管道有正负压怎样焊接-
话题: 工程造价Donaldyang1
最新知识
管道有正负压怎样焊接-
话题: 造价管理xiexiuling
专题概述
管道有正负压怎样焊接知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关管道有正负压怎样焊接最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:管道有正负压怎样焊接
相关话题
资料下载
-
`
- 管道焊接合同 `
- 管道焊接常用标准 (3) `
- 管道焊接常用标准 `
- 管道焊接标准 (2) `
- 管道焊接常用标准 (2) `
- 管道焊接标准 (2) `
- PE管道焊接参数 `
- 工艺管道焊接要领 `
- 管道焊接专业.. `
- 管道焊接常用标准
相关资讯
管道有正负压怎样焊接相关专题
- 卡箍连接管道
- 开通煤气管道需要什么证件
- 开挖管道沟
- 考管道造价员有前途
- 可以把天然气管道拆改吗
- 空气管道和通气管道一样吗
- 空气管道流量怎样计算
- 空调水管道用什么清单
- 空压管道用气流量如何计算
- 空压管道套子目问题
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 可替代现有隔热保温材料的新型材料
- 在生活中构筑自然——河南天旺园林工程有限公司剪影
- 有源配电网设备利用率影响因子体系及其价值计算方法
- 有限元法在软土浅埋隧道施工过程的动态模拟中的应用
- 基于超磁致伸缩效应的新型液压高速开关阀
- 张家港市旺达工业气体有限公司企业信用报告-天眼查
- 政府和社会资本合作(PPP)项目物有所值评价
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 有关建筑工程造价管理面临的问题与其处理手段
- 中国焊接学会堆焊及表面工程专委会
- 高效率PWM/PFM自动切换升压转换器的设计
- 云南璟成工程项目管理有限公司-招投标数据分析报告
- 有色金属技术经济院与广亚铝业签署战略合作协议
- 影响免蒸养(压)粉煤灰小型空心砌块强度指标的因素
- 浙江深美装饰工程有限公司生产车间工程安全监理细则
- 含有彩色浆料和渗透墨水形成的陶瓷砖及制作方法
- 管道与阀门的连接问题
- 管道与设备的保温
- 管道与设备接头应注意什么
- 管道与套管间空隙
- 管道预埋的组价
- 管道预制什么意思
- 管道运输的适用范围
- 管道运输的优点和缺点
- 管道运输的优缺点是什么
- 管道运输方式的优点是
- 管道运输套定额
- 管道在垫层内属于埋地吗
- 管道在管廊内施工问题
- 管道怎么算市政的
- 管道增压泵会憋坏
- 管道增压泵使用方法
- 管道增压泵型号有哪些
- 管道增压泵有那些型号
- 管道增压泵怎么安装的
- 管道增压泵怎么用
- 管道增压泵增压
- 管道找平层内敷设问题
- 管道蒸汽操作规程
- 管道支吊架安装要
- 管道支吊架问题
- 管道支吊架制作、安装
- 管道支墩模版怎么计算呢
- 管道支架包括哪些种类
- 管道支架不锈钢08k132
- 管道支架的标准都有哪些