




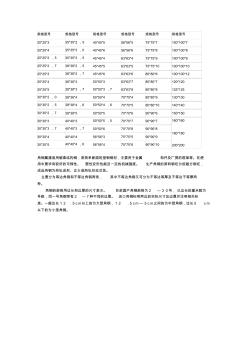
规格型号 规格型号 规格型号 规格型号 规格型号 规格型号 20*20*3 35*35*2 ,5 40*40*5 56*56*5 75*75*7 100*100*7 20*20*4 35*35*3 ,0 40*40*6 56*56*6 75*75*8 100*100*8 25*25*2 ,5 35*35*3 ,5 45*45*4 63*63*4 75*75*9 100*100*9 25*25*2 ,7 38*38*2 ,5 45*45*5 63*63*5 75*75*10 100*100*10 25*25*3 38*38*2 ,7 45*45*6 63*63*6 80*80*6 100*100*12 25*25*4 38*38*3 50*50*3 63*63*7 80*80*7 120*120 25*25*5 38*38*3 ,7 50*50*3 ,7 63*63*8 80*8
镀锌角铁焊接规范 篇一:角铁施工方案 一、 施工准备 1. 根据图纸设计要求部分 GRC构件内需要采用钢架结构。 2. 材料采用 50*50 镀锌角钢。 3. 主要机具:电焊机、砂轮切割机、电锤及现场施工手工 工具等。 二、作业条件 1. 熟悉图纸,对加工材料和安装工艺进行技术交底。 2. 在加工钢架前要熟悉图纸, 考虑和安装相结合进行焊接 钢架。 3. 焊接速度:要求等速焊接,保证焊缝厚度、宽度均匀一 致。 4. 焊接角度:根据两焊件的厚度确定,焊接角度有两个方 面,一是焊条与焊接前进方向的夹角为 60~75°;二是焊条 与焊接左右夹角有两种情况,当焊件厚度相等时,焊条与焊 件夹角均为 45°;当焊件厚度不等时, 焊条与较厚焊件一侧 夹角应大于焊条与较薄焊件一侧夹角。 5. 清渣:整条焊缝焊完后清除熔渣,经焊工自检(包括尺 寸和外观)确无问题后,方可转移地点继续施工。
热门知识
国标镀锌角铁规格表-
话题: 装修工程duxihang121
-
话题: 装修工程138****7370
精华知识
国标镀锌角铁规格表-
话题: 地产家居liujiepolo
最新知识
国标镀锌角铁规格表-
话题: 地产家居luohui1989
专题概述
国标镀锌角铁规格表知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关国标镀锌角铁规格表最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:国标镀锌角铁规格表
相关话题
资料下载
-
`
- 镀锌角铁焊接规范(1) `
- 方通扁通工字U型钢角铁规格表 `
- 角铁规格 `
- 角铁规格大全 `
- 方通扁通工字钢U型钢角铁规格表 `
- 角铁规格表(20200928192517) `
- 镀锌角铁法兰风管 `
- 角铁规格尺寸及重量表 (2) `
- 角铁规格尺寸及重量表 `
- 部分角铁规格尺寸及重量表
相关资讯
国标镀锌角铁规格表相关专题
- 扣件的国标重量是多少
- 蓝球架的国标尺寸怎样
- 铸铁管国标规格表
- 最新的膨胀螺栓国标代号
- 最新电缆电线报价表国标
- 怎么辨别国标电线
- 怎么分辨国标的螺纹钢筋
- 怎么认识国标钢筋
- 怎么样的电线才叫国标
- 怎样识别国标304钢管
- 以MSP430FW427为核心的远程数字水表设计
- 圆管涵工程数量表(20201022195115)
- 原材料(设备)合格证、试验报告汇总表碎石
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 中国造船工程学会第六次全国会员代表大会在大连举行
- 展厅A1屋面钢结构工料机表【XX会展综合体项目】
- 中国焊接学会堆焊及表面工程专委会
- 指路标志(里程碑和百米碑)施工记录表
- 整流变压器技术规格书(2016.7.5定稿)资料
- 引水隧洞工程中热应力中对围岩表层稳定性的影响分析
- 因工程施工、设备维修等原因确需停止供水审批申请表
- 圆钢管通用规格表(20201009124910)
- 在中国水利工程协会第三次全国会员代表大会上的讲话
- 云南省建筑专业技术职务任职职称推荐评审表填写范例
- 智能建筑综合布线系统安装分项检验批质量验收记录表
- 在肥东县卫生局2010年工作总结表彰大会上的讲话
- 中国保护消费者基金会突击抽检格兰仕空调质量超国标