




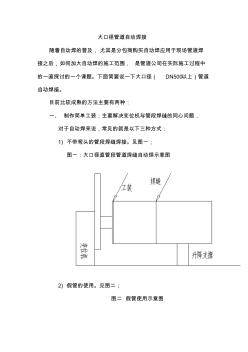
大口径管道自动焊接 随着自动焊的普及, 尤其是分包商购买自动焊应用于现场管道焊 接之后,如何加大自动焊的施工范围, 是管道公司在实际施工过程中 的一直探讨的一个课题。下面简要说一下大口径( DN500以上)管道 自动焊接。 目前比较成熟的方法主要有两种: 一、 制作简单工装;主要解决变位机与管段焊缝的同心问题, 对于自动焊来说,常见的就是以下三种方式: 1) 不带弯头的管段焊缝焊接。见图一; 图一:大口径直管段管道焊缝自动焊示意图 2) 假管的使用。见图二; 图二 假管使用示意图 3) 对于弯管变位机,假管(一般为弯头)做配重,目的是为 了平衡重心(通常说的 S弯)。见图三; 图三 假管做配重 4) 实际应用图片。见图四、五; 图四 中天合创项目 DN900焊缝自动焊 图五 中天合创项目 DN1000管道焊缝自动焊 二、 将焊机整体垫高; 1) 焊机垫高是解决弯头较大造成变位机旋转距离不够

由于外界环境和使用条件等因素的影响,人们需要在物体的内、外表面喷上一层或数层保护膜,这就需要用到各种各样的喷涂装置。但是,目前市场上的喷涂装置要么仅仅是内喷涂装置,要么仅仅是外喷涂装置,当需要在物体内外表面都喷涂保护膜的时候,就需要用到两个装置,这样不仅会增加喷涂的工艺,而且延长喷涂时间,
热门知识
大口径管道-
话题: 工程造价wuxiangshang
精华知识
大口径管道-
话题: 工程造价159****1086
-
话题: 工程造价herbertlhb
最新知识
大口径管道大口径管道相关专题
- 大口径排水管问题
- 大口径pvc管怎么切割
- 大口径pvc管规格
- pvc大口径排水管
- 大口径pvc
- 大口径pvc管
- 大口径污水泵
- 大口径厚壁无缝管
- 大口径卷管
- 大口径方管
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 中国哈尔滨国际水处理给排水设备及泵阀管道展会概况
- 在用工业管道定期检验规程.20030601doc
- 中低压燃气管道工程质量控制及常见问题处理教学提纲
- 中国变频管道泵型号
- 工艺场站及阀室地上管道及设备外防腐层材料技术规格书
- 关于排烟积灰水平管道来流绕过管道附着概率模型
- 光固化改性环氧玻璃钢防护层在定向钻穿越管道上应用
- 广东广州长度8663市政管道372#工程造价指标
- 公称压力小于等于16MPa普通钢材管道壁厚选用表
- 供水管道在城市T型桥梁上搭载过江工程施工质量控制
- 工业用氯化聚氯乙烯(PVCC)管道系统管材
- 关于发布环压连接管道工程技术规程公告第96号
- 供水管道UHDPE内衬修复技术施工中应改进问题
- 固定防渗管道配合塑料软管实现二级防渗是最佳节水措施
- 国家标准建筑给水聚丙烯管道工程技术规范通过审查
- 杭州市余杭区文一西路至瓶仓大道供水管道工程监理规划
- 大口径管道快速接头
- 大口径管钳
- 大口径精密光亮管
- 大口径精密光亮钢管
- 大口径给水用HDPE塑钢管
- 大口径聚乙烯塑钢缠绕加筋管
- 大口径胶管
- 大口径舰炮
- 大口径薄壁螺旋焊管
- 大口径薄壁钢管规格
- 大口径螺旋焊接钢管
- 大口径螺旋管
- 大口径螺旋钢管焊管
- 大口径调流调压阀
- 大口径超声波水表
- 大口径超声波热量表
- 大口径软密封刀闸阀
- 大口径软密封闸阀
- 大口径输水软管
- 大口径远程水表
- 大口径透明亚克力管
- 大口径金属电缆接头
- 大口径钢塑复合管道
- 大口径钢塑管件
- 大口径钢带增加聚乙烯螺旋波纹管
- 大口径钢带增强聚乙烯(PE)螺旋波纹管
- 大口径钢带波纹管
- 大口径钢筋混凝土排水管
- 大口径钢筋混凝土涵管预埋施工方案
- 大口径钢管