




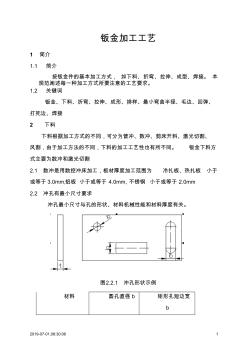
2019-07-01,08:30:06 1 钣金加工工艺 1 简介 1.1 简介 按钣金件的基本加工方式, 如下料、折弯、拉伸、成型、焊接。 本 规范阐述每一种加工方式所要注意的工艺要求。 1.2 关键词 钣金、下料、折弯、拉伸、成形、排样、最小弯曲半径、毛边、回弹、 打死边、焊接 2 下料 下料根据加工方式的不同,可分为普冲、数冲、剪床开料、激光切割、 风割,由于加工方法的不同,下料的加工工艺性也有所不同。 钣金下料方 式主要为数冲和激光切割 2.1 数冲是用数控冲床加工,板材厚度加工范围为 冷扎板、热扎板 小于 或等于 3.0mm,铝板 小于或等于 4.0mm,不锈钢 小于或等于 2.0mm 2.2 冲孔有最小尺寸要求 冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。 图2.2.1 冲孔形状示例 材料 圆孔直径 b 矩形孔短边宽 b 2019-07-01,08:30:06 2

4. 原材料检验标准 4.1 金属材料 4.1.1 钣材厚度及质量应符合国标,采用的钣材需出示性能测试报告及厂商证明。 4.1.2 材料外观:平整无锈迹,无开裂与变形。 4.1.3 尺寸:按图纸或技术要求执行,本司未有的按现行国标执行。 4.2 通用五金件、紧固件 4.3.1 外观:表面无绣迹、无毛刺批锋,整批来料外观一致性良好。 4.3.2 尺寸:按图纸与国标要求,重要尺寸零缺陷。 4.3.2 性能:试装配与使用性能符合产品要求。 5. 工序质量检验标准 5.1 冲裁检验标准 l 对有可能造成伤害的尖角、棱边、粗糙要做去除毛刺处理。 l 图纸中未明确标明之尖角(除特别注明外)均为 R1.5。 l 冲压加工所产生的毛刺,对于门板、面板等外露可见面应无明显凸起、凹陷、粗糙不平、 划伤、锈蚀等缺陷。 l 毛刺:冲裁后毛刺高 L≤5%t( t 为板厚)。 l 划伤
热门知识
钣金加工首选铭偌精华知识
钣金加工首选铭偌-
话题: 工程造价152****6584
-
话题: 工程造价huishou9933
-
话题: 工程造价wxlwxlwxl226
最新知识
钣金加工首选铭偌-
话题: 工程造价lengfeng911
专题概述
钣金加工首选铭偌知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关钣金加工首选铭偌最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:钣金加工首选铭偌
相关话题
资料下载
-
`
- 钣金加工:压铆手册.. `
- 钣金加工:压铆手册 `
- 钣金加工工艺规范通则 `
- 钣金加工工艺标准 `
- 钣金加工工艺介绍[1] `
- 钣金加工工艺流程 `
- [实用参考]钣金加工工艺介绍 `
- 广州钣金加工厂最全钣金工艺介绍 `
- 钣金加工中心监理工作总结终稿 `
- 钣金加工中心监理工作总结终稿
相关资讯
钣金加工首选铭偌相关专题
- 激光切割钣金的价格
- 家用钣金点焊机价格多少
- 为什么叫钣金不锈钢
- 深圳钣金设计哪些
- 不锈钢钣金加工哪里有
- 不锈钢钣金是做什么的
- 采购钣金机柜哪个平台好
- 钣金机柜哪家制作的好
- 钣金激光切割计价
- 钣金和不锈钢哪个更好
- 制定机械加工劳动定额切削用量时间标准若干问题
- 燃烧室高度加工中在线测量系统精确性的方法
- 工程陶瓷超精加工工艺参数对表面粗糙度影响实验
- 改进密封滚轮沟槽形式和加工方法
- 工程力学毕业论文机械加工工艺自动化生产与安全管理
- 关于做好我市建筑施工企业农民工参加工伤保险工作意见
- 杠杆零件机械加工工艺规程及专用夹具设计说明书资料
- 机械毕业论文联接轴加工工艺分析与设计
- 合成润滑油在加工和碳氢化合物气压机中应用参考资料
- 基于OpenGL金刚石串珠锯加工石材模拟仿真开发
- 机械加工件表面层物理学性能改变主要成因及处理措施
- 利用隧道弃碴加工铁路工程高性能混凝土粗骨料经济分析
- 名师推荐设计输出轴零件机械加工工艺规程及工艺装备
- 剪力墙身竖向分布筋加工尺寸及下料长度计算
- 某加工车间厂房工程钢结构安装施工组织设计
- 基于虚拟加工多头ZA蜗杆传动参数化设计及装配仿真
- 加工定制食品不锈钢网带耐高温耐腐蚀蔬菜加工传送带