




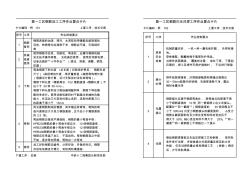
第一工区钢筋加工工序作业要点卡片 卡片编码:桥 101 上道工序:技术交底 序号 工序 作业控制要点 1 钢筋 备料 钢筋表面的油渍、漆污、水泥浆和用锤敲击能剥落的 浮皮、铁锈等均应清除干净,钢筋应平直、无局部折 曲 2 机械 检查 使用 使用钢筋冷拉机、切断机、弯曲机,应遵守钢筋机械 安全技术操作规程, 先检查后使用, 使用后切断电源, 设备应做好“十字作业” (清洁、润滑、调整、紧固、 防腐) 3 下料 弯曲钢筋下料长度 =总长度(扣除保护层后, 钢筋外皮 尺寸) +斜段增加长度 -弯折量度差 +端部弯钩增长值 (根据设计图计算,设计无规定时设标准弯钩)。 箍筋下料长度 =箍筋周长 -10d 箍筋直径 +箍脚长度(不 应小于 5d和 50 mm)。 根据下料长度和设计图纸编制配料单,钢筋下料依据 配料单进行。使用切断机断料时不能超过机
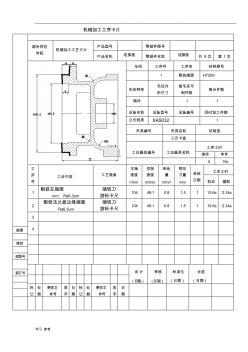
. . . . 学习 .参考 机械加工工序卡片 底图号 装订号 描校 描图 湖州师范 学院 机械加工工艺卡片 产品型号 零部件图号 产品名称 连接座 零部件名称 连接座 共 9 页 第 1 页 车间 工序号 工序名 材料牌号 1 粗铣端面 HT200 毛坯种类 毛坯外 形尺寸 每毛坯可 制件数 每台件数 铸件 1 1 设备名称 设备型号 设备编号 同时加工件数 立式铣床 XA5032 1 夹具编号 夹具名称 切削液 三爪卡盘 工位器具编号 工位器具名称 工序工时 准终 单件 0 15s 工 步 号 工步内容 工艺装备 主轴 速度 r/min 切削 速度 m/min 进给 量 mm/r 背吃 刀量 mm 进给 次数 工步工时 机动 辅助 1 粗铣左端面 mm Ra6.3um 端铣刀 游标卡尺 104 49.1 0.8 1.5 1 15.6s 2.34s 2 粗铣法兰
热门知识
a5卡片-
话题: 装修工程b715411417
精华知识
a5卡片-
话题: 地产家居jiadongxing
最新知识
a5卡片-
话题: 建筑设计charles28lu
-
话题: 建筑设计caodaidaisy
专题概述
a5卡片知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关a5卡片最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:a5卡片
相关话题
资料下载
-
`
- 机械加工工序卡片工艺过程卡片 `
- 机械加工工艺过程卡片及工序卡片 `
- 推动架工序卡片 (3) `
- 推动架工序卡片 `
- 景观标准化卡片 `
- 推动架工序卡片 (2) `
- 推动架工艺卡和工序卡片 `
- 工艺卡片样本 `
- A5材料报审表 `
- A5材料报审表
相关资讯
a5卡片相关专题
- 卡侬头可以过多少电流
- 开博尔F4可用5V3A电源
- 开电灯空气开关跳闸
- 开电梯的按键是什么标志
- 开电梯是什么意思
- 开电梯需要办证怎么办
- 开闭所与配电房有何区别
- 开电焊机租赁需要多少台
- 开电影院需要多少面积
- 开闭所、配电室和环网柜
- 地质灾害野外调查地质调查、崩塌滑坡、地面沉降卡片
- 公路安全、质量、环保技术交底卡片
- 车床杠杆机械加工工序卡片
- 1KV绝缘电力电缆工艺规程工艺卡片
- 桥涵工程混凝土砌筑检查井雨水口工序试验卡片
- 数控加工中心机工艺卡片铝合金轮毂钻孔
- 临沂鲁商凤凰城A5楼基坑降水设计方案与施工
- 飞行计划管理的电子卡片系统设计
- 下支臂零件机械加工工艺过程卡片及工序卡
- 桥涵工程混凝土夏期施工工序作业要点卡片
- 万科景观标准化卡片
- 水稳下层二次环保交底卡片
- 卡片式水表样册
- 铝仓门制作工艺卡片
- 工程技术交底卡片钢筋加工及安装
- 项目安全文明评分表(A5版)
- 噶米铁路隧道工程施工作业要点卡片