




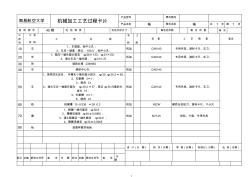
1 南昌航空大学 机械加工工艺过程卡片 产品型号 零件图号 产品名称 轴 零件名称 轴 共 1 页 第 1 页 材 料 牌 号 45钢 毛 坯 种 类 毛坯外形尺寸 每毛坯件数 每 台 件 数 备 注 工 序 号 工 名 序 称 工 序 内 容 车 间 工 段 设 备 工 艺 装 备 备注 10 车 1、车端面、钻中心孔; 2、车另一端面,保证 160.5 ,钻中心孔 机加 CA6140 专用夹具、游标卡尺、车刀、 20 车 1、粗车一端外圆分别至 φ36×123、φ31×50; 2、调头车另一端外圆, φ31×37 机加 CA6140 专用夹具、游标卡尺、车刀、 30 热 调质处理 235HBS 40 车 修研中心孔 机加 CA6140 50 车 1、用两顶尖定位, 半精车小端外圆分别为 φ35、φ30.3×50; 2、车割槽 3×1; 3、倒角 C1 4、调头车另一端面外圆为
十字头加工工艺 熊学强 十字头是活塞式压缩机中的重要部件, 它是连接活塞和连杆的零 件,具有导向作用。 我厂压缩机采用连杆小头放在十字头体内的闭式 十字头,十字头与活塞杆的连接方式有多种, 我厂采用的是螺母连接 法,螺纹连接结构简单,容易调节气缸中的止点间隙,但是调整时需 要转动活塞,且在十字头上切削螺纹时,经多次拆装后极易磨损,不 易保证精度要求, 故螺纹连接常见于中小型压缩机, 不在十字头体上 切削螺纹,而采用两螺母夹持固定的结构,可用于大、中型压缩机。 联接器和法兰连接结构,使用可靠,调整方便,使活塞杆与十字头容 易对中。但结构复杂笨重, 多用在大型压缩机上。十字头与连杆的连 接由十字头销来完成。下面介绍一下十字头的加工工艺。 第一步:在铸造车间完成, 铸造毛坯,彻底清砂,去除飞边毛刺(加 上试块)。检验球化率不低于 4 级。其中球化率的意思是,球化的等 级高,即该球铁的抗拉强度、延
7字头相关专题
- 卡箍的量是怎么算出来的
- 卡箍工程量问题
- 卡箍件的计算问题
- 卡箍如何计算
- 卡箍与法兰有何区别
- 卡簧尺寸怎么量
- 卡普隆雨棚做什么检验批
- 卡套接头的选用标准
- 卡箍连接管道
- 卡簧钳的型号是多少
- 云南2020年07月(5-7月)水泵信息价数据包
- 云南2020年07月(5-7月)板材信息价数据包
- 中国气象局第7号令气象探测环境和设施保护办法
- 云南2020年07月(5-7月)人工信息价数据包
- 广东广州7层中高层宿舍1051#宿舍工程造价指标
- 广东广州7层中高层宿舍1050#宿舍工程造价指标
- 广东佛山1层建筑佛山车库7#地下车库工程造价指标
- 广东广州7层教学楼494#中学教学楼工程造价指标
- 广东广州7层中高层宿舍30#高校宿舍工程造价指标
- 广东广州7层中高层宿舍31#高校宿舍工程造价指标
- 广东广州7层普通办公楼497#办公楼工程造价指标
- 广东广州2层板式建筑会所7#商业会所工程造价指标
- 基于S7-200PLC模拟量扩展模块使用问题
- 公路工程施工招标投标管理办法([2006]第7号)
- 基于S7-300矿井主通风机变频调速监控系统
- 广东广州7层板式建筑派出所1#派出所工程造价指标
- 基于S7-300PLC金属冶炼厂废水处理系统设计
- 7字头门夹
- 7字头门夹(不锈钢)
- 7字楼梯图
- 7字耐火砖
- 7寸16:9真彩色触屏
- 7寸PLC2×18W分体式横装筒灯
- 7寸PLC2×26W分体式横装筒灯
- 7寸中圆天花灯
- 7寸中方天花灯
- 7寸亚克力水晶相框
- 7寸免提彩色可视分机
- 7寸全铝外观16米激光监控红外高速球
- 7寸单点触摸屏
- 7寸博古
- 7寸双录行车记录仪
- 7寸双联监视器
- 7寸台式液晶显示器
- 7寸吞脊
- 7寸吞脊(正吻)
- 7寸墙挂式彩屏面板及专用电源
- 7寸墙装有线彩色触摸屏
- 7寸多媒体评价器
- 7寸室内智能高速球
- 7寸屏幕多大
- 7寸嵌入式智能中速速球
- 7寸平板电脑
- 7寸彩屏室内机
- 7寸彩色免提式室内分机
- 7寸彩色八防安保型
- 7寸彩色可视有线超薄型对讲分机